






「J-STD-001の認定を取得しよう」と決めた瞬間、多くの現場担当者が最初に感じるのは、期待よりも不安ではないでしょうか。
「規格書を読んだけれど、どこまで対応すれば良いのかわからない」
「認定を取った後、現場に何をどう落とし込めばいいのか見えない」
こうした声は、製造現場で何年も品質管理に携わってきたベテランでさえ口にします。
J-STD-001は、電子機器のはんだ付け工程に関して世界的に参照される規格です。
しかし、規格書の条文を読むだけでは、現場の実態に即した理解は得られません。
この記事では、認定取得前に絶対に押さえておくべき要求事項の要点を、現場目線で整理します。
「認定を取る前と後で、現場の何が変わるのか」を具体的にイメージできるように、一つひとつ丁寧に解説していきます。

J-STD-001とは何か|規格の目的と位置づけを正確に押さえる
J-STD-001は、電子・電気アセンブリにおけるはんだ付けの要求事項を定めた規格です。
IPC(Association Connecting Electronics Industries)が発行しており、世界中の電子機器製造業で参照されています。
重要なのは、この規格が「何をすべきか(プロセス要求)」を定めているという点です。
単に完成品の外観基準を示すものではなく、はんだ材料の選定から加熱工程、後処理に至るまで、工程全体にわたる要求を体系的に規定しています。
IPC公式サイト(https://www.ipc.org)では、規格書の購入や認定プログラムの詳細情報を確認できます。
認定取得を検討している方は、まず最新改訂版の規格書を入手し、改訂履歴とともに内容を確認することをお勧めします。
規格は定期的に改訂されており、現場で参照しているバージョンが最新かどうかを常に確認しておくことが、トラブル防止の第一歩です。
IPC規格の体系におけるJ-STD-001の役割
IPC規格には多くの種類があり、それぞれが電子機器製造の異なる側面をカバーしています。
J-STD-001は、その中でも「はんだ付けプロセス」に特化した規格として位置づけられています。
IPC規格体系の中でJ-STD-001が担う役割を理解するには、関連規格との関係性を把握することが重要です。
たとえば、IPC-A-610は「電子アセンブリの受け入れ基準」を定めた規格であり、完成したはんだ付けの外観品質を評価するために使用されます。
一方、J-STD-001は「プロセスをどう実施するか」を規定するため、両者は補完関係にあります。
製造現場では、「J-STD-001に従って作業し、IPC-A-610で品質を評価する」という流れが一般的です。
この関係を混同すると、規格適用の範囲や責任の所在が曖昧になり、現場での運用に支障をきたします。
規格の体系を正確に理解することが、適切な導入の出発点です。
IPC-A-610との根本的な違い
J-STD-001とIPC-A-610は、しばしば混同されますが、両者の目的は明確に異なります。
J-STD-001は「プロセス規格」であり、はんだ付け作業を行う際の材料・工程・条件を規定します。
IPC-A-610は「受け入れ基準規格」であり、はんだ付けが完了した後の外観・品質評価基準を定めます。
現場への影響という観点で整理すると、J-STD-001は作業者が「何を使い、どのように作業するか」に関わり、IPC-A-610は検査員が「どのように評価するか」に関わります。
認定制度においても違いがあります。
J-STD-001にはCIS(Certified IPC Specialist)とCIT(Certified IPC Trainer)の認定があり、IPC-A-610にも同様の認定プログラムが別途存在します。
両方の認定を取得して初めて、製造から検査まで一貫した品質保証体制を構築できます。
どちらか一方だけを取得しても、現場の品質管理に穴が生まれる可能性があることを認識しておきましょう。
製品クラスの理解が現場判断のすべてを決める

J-STD-001を現場に導入する際、最初に判断しなければならないのが「製品クラス」の決定です。
製品クラスを正しく判定することが、以降のすべての工程要求と品質基準の前提条件となります。
クラスの判断を誤ると、過剰品質による無駄なコストが発生したり、逆に要求を満たさないことで顧客クレームや安全問題につながったりします。
だからこそ、クラスの定義と適用判断の考え方を、現場全員が正確に理解しておく必要があります。
Class 1・2・3の定義と適用判断の考え方
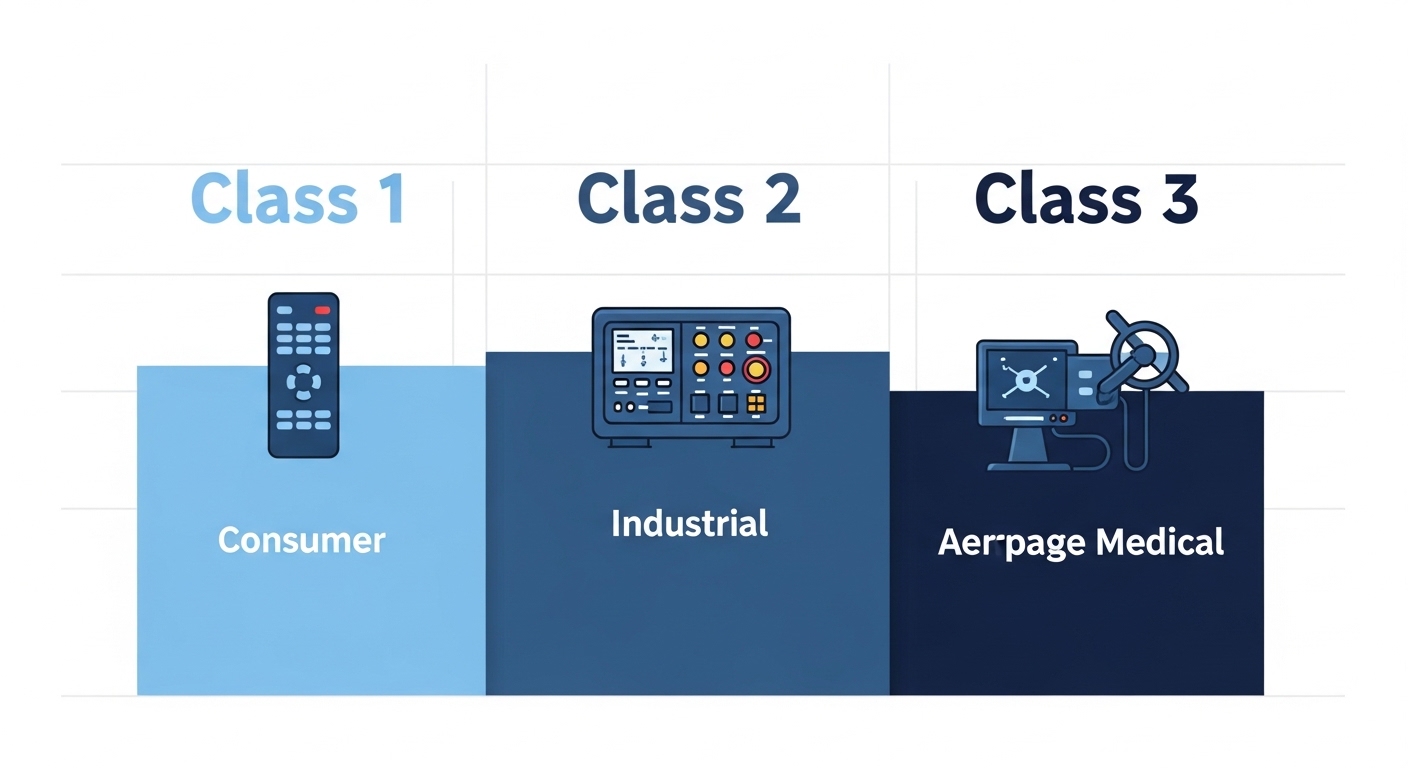
J-STD-001は、製品の用途と要求品質レベルに応じて3つのクラスを定義しています。
Class 1(一般電子製品)
Class 1は、完成品が機能すれば良い、一般的な消費者向け電子製品に適用されます。
外観上の不完全さが許容される範囲が広く、最低限の信頼性要求を満たせば良いとされています。
家電製品や日用品に内蔵される電子部品などが典型的な例です。
Class 2(専用サービス電子製品)
Class 2は、高い信頼性と長い稼働寿命が求められる製品に適用されます。
サービスの中断は望ましくないものの、環境条件は過酷ではない用途が対象です。
産業用機器、通信機器、パソコンなどが代表的な例として挙げられます。
Class 3(高信頼性電子製品)
Class 3は、機能の継続が不可欠であり、稼働停止が許されない用途に適用されます。
航空宇宙機器、軍事機器、医療機器など、生命や安全に関わる製品が対象です。
要求事項が最も厳格であり、材料・工程・検査のすべてにおいて高いレベルが求められます。
現場での判断において重要なのは、クラスは製品の最終用途が決定するという点です。
製造ラインの設備や作業者の技量ではなく、製品が使われる環境と要求信頼性がクラスを決定します。
顧客から「Class 2で」という指定がある場合は、その要求をそのまま受け入れ、全工程でClass 2の要求を満たすことが義務となります。
クラス誤判定が引き起こすリスク
クラスを誤って低く判定した場合、製品の信頼性が不足し、フィールドでの不具合や顧客クレームにつながります。
逆に高く判定した場合は、不必要に厳格な管理が求められ、コストと工数が無駄に増加します。
現場でよく見られる誤りの一つが、「自社の製造能力に合わせてクラスを決める」という発想です。
製品クラスは製造側の都合ではなく、製品の用途と顧客要求によって決まります。
この原則を現場全体で共有しておくことが、クラス誤判定の防止につながります。
また、同一製品でもアセンブリ内の部位によってクラスが異なる場合があります。
その場合は最も高いクラスの要求をアセンブリ全体に適用するのが原則です。
部位によって基準を使い分けようとすると、管理の複雑さが増し、ミスのリスクが高まります。
J-STD-001が定める主要な要求事項の要点
J-STD-001の要求事項は多岐にわたりますが、現場への影響という観点から特に重要な項目を整理します。
規格書を最初から最後まで読み込もうとすると、重要度の低い項目に時間を取られ、核心を見失うことがあります。
まず「はんだ材料とフラックス」「加熱工程と温度管理」「洗浄と残渣管理」の3つを確実に理解することを優先してください。
はんだ材料・フラックスに関する要求
J-STD-001は、使用するはんだ材料とフラックスに対して明確な要求を定めています。
はんだ合金については、組成と純度に関する要求があります。
使用するはんだ合金は、IPC J-STD-006などの関連規格に準拠したものを選定することが求められます。
特にRoHS指令対応の鉛フリーはんだを使用する場合は、作業温度や熱ダメージのリスクが鉛入りはんだとは異なるため、プロセスの見直しが必要です。
フラックスについては、活性度と残渣の性質が重要な管理項目となります。
J-STD-004(フラックスの要求事項)に基づいてフラックスを分類し、選定したフラックスの性質に応じて洗浄の要否を判断します。
現場でよく見られる課題は、長年同じフラックスを使い続けているため、その分類と性質が正確に把握されていないケースです。
「昔からこれを使っているから大丈夫」という判断は、J-STD-001の観点からは根拠として成立しません。
使用材料のデータシートを確認し、フラックスの分類(ROL0、ROL1など)を明記した材料管理リストを整備することが、規格準拠の第一歩です。
鉛フリー化への対応については、経済産業省やIPC Japanが公開している技術情報も参考にしてください(参考:IPC Japan https://www.ipcjapan.org)。
加熱工程と温度管理の要求
はんだ付けの品質を左右する最大の要因の一つが、加熱工程における温度管理です。
J-STD-001は、はんだ付け工具(はんだごて・リフロー炉・フロー炉など)の管理に関する要求を定めています。
はんだごてについては、チップ温度の校正と管理が求められます。
使用するはんだごての温度を定期的に測定・記録し、設定温度と実測温度の乖離が許容範囲内にあることを確認する必要があります。
「目視で十分」「感覚でわかる」という判断は、J-STD-001では認められません。
測定結果を文書化し、校正の記録を保管することが求められます。
リフロー炉・フロー炉については、熱プロファイルの管理が重要です。
使用する基板・部品・はんだペーストの特性に合わせた熱プロファイルを設定し、定期的にプロファイルを測定・記録することが必要です。
特にClass 3の製品では、熱プロファイルの記録保管要求が厳しくなります。
現場でよく見られる問題は、「設備は正常に動いているから問題ない」という思い込みです。
設備の設定が正しくても、実際の製品に加わる熱が適切かどうかは、熱電対を使ったプロファイル測定でなければ確認できません。
設備管理と工程管理を混同しないことが、品質の安定につながります。
はんだ付け後の洗浄と残渣管理
はんだ付け後の洗浄と残渣管理は、長期信頼性に直結する重要な要求事項です。
J-STD-001は、フラックス残渣の許容範囲と洗浄工程の要求を規定しています。
洗浄が必要かどうかは、使用したフラックスの種類と製品クラスによって決まります。
「洗浄不要タイプ(No-Clean)のフラックスを使っているから何もしなくて良い」という理解は不完全です。
No-Cleanフラックスであっても、残渣の外観や量がClass 3の基準を満たすかどうかは別途確認が必要です。
また、使用環境によっては、No-Cleanフラックスの残渣が腐食や絶縁抵抗低下の原因となることがあります。
洗浄を実施する場合は、洗浄剤の種類・濃度・洗浄時間・乾燥条件を管理し、洗浄効果を定期的に確認することが求められます。
イオン汚染試験などの洗浄評価手法を活用し、洗浄品質を数値で管理する体制を整備することをお勧めします。
「見た目がきれいだから大丈夫」という主観的な評価は、規格準拠の証拠にはなりません。
認定制度(CIS/CIT)の仕組みと現場への影響
J-STD-001には、個人の技能と知識を認定する制度があります。
CIS(Certified IPC Specialist)とCIT(Certified IPC Trainer)の2種類の認定が設けられており、それぞれが異なる役割と責任を担います。
認定を取得することで得られるのは「資格」だけではありません。
現場の品質管理体制そのものが変わることを、取得前に正確に理解しておく必要があります。
CIS・CITそれぞれの役割と責任範囲
CIS(Certified IPC Specialist)
CISは、J-STD-001の要求事項を理解し、適切なはんだ付け作業を実施できることを認定するものです。
主に製造現場の作業者やオペレーターが対象となります。
CISを取得した作業者は、規格の要求を理解した上で作業を行うことが期待されます。
ただし、CISは「作業を指導する」資格ではありません。
作業手順の教育や判定基準の指導を行うには、CITが必要です。
CIT(Certified IPC Trainer)
CITは、J-STD-001に関する社内教育・訓練を実施できる資格です。
CITを取得したトレーナーが、社内の作業者に対してJ-STD-001の要求事項と適切な作業方法を教育します。
CITを保有する社内トレーナーの存在が、認定取得後の現場展開において最も重要な要素の一つです。
社外に依存せず、自社内で教育体制を維持できるかどうかが、規格準拠を継続的に保つ鍵となります。
認定プログラムの詳細と受験手続きについては、IPCの公式情報を参照してください(参考:IPC https://www.ipc.org/ipc-certification)。
認定取得後に現場で変わること・変わらないこと
変わること
認定取得後に現場で変わる最も大きな点は、「根拠のある判断基準」が生まれることです。
これまで感覚や経験に頼っていたはんだ付けの品質判断が、規格の要求事項に基づいた客観的な基準に変わります。
作業者間で品質判断のばらつきが減り、顧客からの品質要求に対して具体的な根拠を持って回答できるようになります。
また、不具合が発生した際の原因究明が体系的に行えるようになります。
「なぜ不具合が起きたのか」を規格要求との対比で分析できるため、再発防止策の立案が合理的になります。
変わらないこと
認定を取得しても、現場の設備・材料・作業環境が自動的に規格準拠になるわけではありません。
認定はあくまでも「知識と技能の証明」です。
規格準拠の現場を実現するには、認定取得を契機として、設備の見直し・材料の管理・文書化・教育体制の整備を、一つひとつ丁寧に進めていく必要があります。
「認定を取得したから、もう安心」という認識は危険です。
認定取得は、品質改善の終点ではなく、出発点です。
現場導入でつまずきやすい5つのポイント
J-STD-001を現場に導入しようとする際、多くの企業が同じようなポイントでつまずきます。
事前にこれらを知っておくことで、導入の失敗リスクを大幅に下げることができます。
文書化・作業標準の整備
つまずきポイント1:作業標準の「見直し範囲」の見積もり誤り
J-STD-001に準拠しようとすると、既存の作業標準を大幅に見直す必要が生じることがあります。
材料の使用条件、工具の管理方法、検査の判定基準など、影響を受ける文書の範囲は思いのほか広いことが多いです。
導入前に「影響を受ける文書のリストアップ」を行い、改訂の優先順位と工数を見積もることが重要です。
「やりながら対応しよう」というアプローチは、現場の混乱を招きます。
つまずきポイント2:記録の保管ルールの未整備
J-STD-001は、工程の記録保管について一定の要求をしています。
どの記録を、どのような形式で、どれだけの期間保管するかを明確に定めておかないと、後から顧客や審査機関から記録の提出を求められた際に対応できません。
記録管理のルールは、導入初期に決めてしまうことをお勧めします。
つまずきポイント3:規格改訂への対応体制の欠如
J-STD-001は定期的に改訂されます。
改訂内容を把握し、自社の文書と工程に反映させる仕組みを、あらかじめ組織として構築しておく必要があります。
特定の担当者が改訂情報を収集し、影響を評価して社内に展開するプロセスを明文化しておきましょう。
教育訓練体制の構築
つまずきポイント4:教育の「一回実施で終わり」問題
認定取得の研修を一度受けさせただけで、教育が完了したと思い込むケースが少なくありません。
J-STD-001に関する教育は、定期的なフォローアップと実務への適用確認がセットで必要です。
作業者の入れ替わりや設備・材料の変更があるたびに、教育のタイミングを設けることが重要です。
つまずきポイント5:CITを保有する社内トレーナーの「属人化」
CITを取得したトレーナーが1名しかおらず、その人材が退職や異動で不在になった際に教育体制が崩壊するケースがあります。
CITを複数名が保有し、教育機能を組織として維持できる体制を目指してください。
少なくとも2名以上のCITを社内に育成することを、導入計画の中に盛り込むことをお勧めします。
J-STD-001準拠を現場に定着させるための実践的アプローチ
規格準拠を「一時的なプロジェクト」として捉えると、認定取得後に現場が元の状態に戻っていくことがあります。
J-STD-001準拠を現場に真の意味で定着させるには、「継続的な改善文化」として組み込むことが必要です。
以下に、現場への定着を促進するための実践的なアプローチをまとめます。
アプローチ1:準拠状況の定期的な自己評価
J-STD-001の要求事項に対する自社の準拠状況を、定期的にチェックリストで確認する習慣を作ります。
チェックリストは、規格要求を現場の言葉に翻訳して作成し、作業者自身が使えるレベルに落とし込むことが大切です。
監査のためのチェックリストではなく、現場の自己管理ツールとして機能させることが目標です。
アプローチ2:不具合事例の規格ベースの分析
現場で発生したはんだ付け不具合を、J-STD-001のどの要求事項に関連しているかを軸に分析します。
こうすることで、規格の要求事項が「机上の知識」ではなく「現場のリアルな問題解決ツール」として機能するようになります。
作業者が「この不具合は規格のここに関係している」と自分の言葉で語れるようになった時、規格準拠が本当に定着した証拠です。
アプローチ3:顧客・サプライヤーとの品質コミュニケーションへの活用
J-STD-001に準拠していることは、顧客への品質保証の根拠として活用できます。
顧客から品質要求を受けた際に「J-STD-001 Class 2に準拠しています」と明示できることは、信頼性の証明として非常に有効です。
また、材料サプライヤーに対して「J-STD-001の要求を満たす材料を提供してください」と要求する際の共通言語としても機能します。
規格は「制約」ではなく、ビジネスを円滑に進めるための「共通言語」として活用してください。
アプローチ4:改善活動の目標指標への組み込み
J-STD-001準拠に関連する指標(はんだ付け不具合率、工具校正の実施率、教育訓練の完了率など)を、現場の改善活動の目標指標として設定します。
可視化することで、規格準拠の取り組みが日常業務の一部として定着していきます。
目標と実績の差を定期的にレビューし、改善サイクルを回す仕組みを作りましょう。
アプローチ5:外部リソースの継続的な活用
IPCやIPC Japanが提供するセミナー・ウェビナー・技術情報を継続的に活用することをお勧めします。
規格の改訂情報や業界のベストプラクティスを取り入れることで、自社の取り組みを常に最新の状態に保てます。
業界団体のコミュニティに参加し、他社の事例から学ぶことも、現場定着を加速する有効な手段です。
(参考:IPC Japan https://www.ipcjapan.org)
よくある質問(FAQ)
Q1. J-STD-001の認定を取得しないと、製品の製造・販売はできないのですか?
J-STD-001の認定取得は、法律や規制による義務ではありません。
ただし、顧客から「J-STD-001準拠」または「認定取得者による作業」を契約条件として要求されている場合は、事実上の必須要件となります。
航空宇宙・防衛・医療機器分野では、顧客からの認定要求が非常に多いため、取引を継続するために認定取得が必要になるケースが多いです。
Q2. CISの認定はどのくらいの頻度で更新が必要ですか?
CIS・CITの認定は有効期限があり、定期的な更新が必要です。
更新要件の詳細はIPCの公式ウェブサイト(https://www.ipc.org)で確認してください。
有効期限を過ぎると認定が失効するため、更新スケジュールを組織として管理しておくことが重要です。
Q3. 鉛フリーと有鉛はんだを混在させて使用することはできますか?
J-STD-001は、鉛フリーと有鉛はんだの混在使用(混錫)について、明確な制限を設けています。
混在が許容されるかどうかは製品クラスと顧客要求によって異なりますが、原則として混在は避けるべきです。
混在が避けられない場合は、リスク評価と顧客への確認を行った上で、管理された手順のもとで実施することが必要です。
Q4. J-STD-001は手はんだだけでなく、自動はんだ付け工程にも適用されますか?
J-STD-001は、手はんだ付けだけでなく、リフローはんだ付け、フローはんだ付けなど、すべてのはんだ付け工法に適用されます。
工法に応じた要求事項が規格内に定められているため、使用する工法ごとに該当する要求事項を確認することが必要です。
Q5. 社内のCITが退職した場合、既存のCIS認定は有効なままですか?
既存のCIS認定の有効性は、CITの在籍・不在に直接左右されるものではありません。
ただし、CITが不在になると社内での再教育・再認定が困難になります。
早期に後任のCITを育成するか、外部のCITを活用して社内体制を維持することを検討してください。
Q6. J-STD-001の規格書は日本語版がありますか?
IPC規格の日本語版については、IPC Japanや規格書の正規販売代理店を通じて確認することをお勧めします。
英語原文が正式版であることを念頭に置き、日本語訳を参照する際は原文との照合を行うことが望ましいです。
まとめ
J-STD-001は、はんだ付けプロセス全体にわたる要求事項を定めた規格であり、認定取得は「ゴール」ではなく「スタートライン」です。
この記事で解説した内容を振り返ります。
J-STD-001はプロセス規格であり、IPC-A-610(受け入れ基準規格)とは補完関係にあります。
製品クラス(Class 1/2/3)の正確な判定が、すべての要求事項の前提となります。
はんだ材料・フラックス・加熱工程・洗浄という主要な要求事項を現場に落とし込むことが、規格準拠の核心です。
CIS・CITの認定取得は知識と技能の証明であり、認定取得後に文書化・教育体制の整備を進めることが現場定着の鍵です。
文書化の遅れ、教育の一回限り問題、CITの属人化という導入時のつまずきを事前に把握し、対策を講じることが重要です。
J-STD-001への対応は、現場の品質管理を体系化し、顧客との信頼関係を強化する大きなチャンスです。
規格を「義務」として捉えるのではなく、「現場の品質を次のレベルに引き上げるためのフレームワーク」として活用してください。
認定取得の準備を進めながら、ぜひこの記事を現場での議論のたたき台として役立てていただければと思います。




