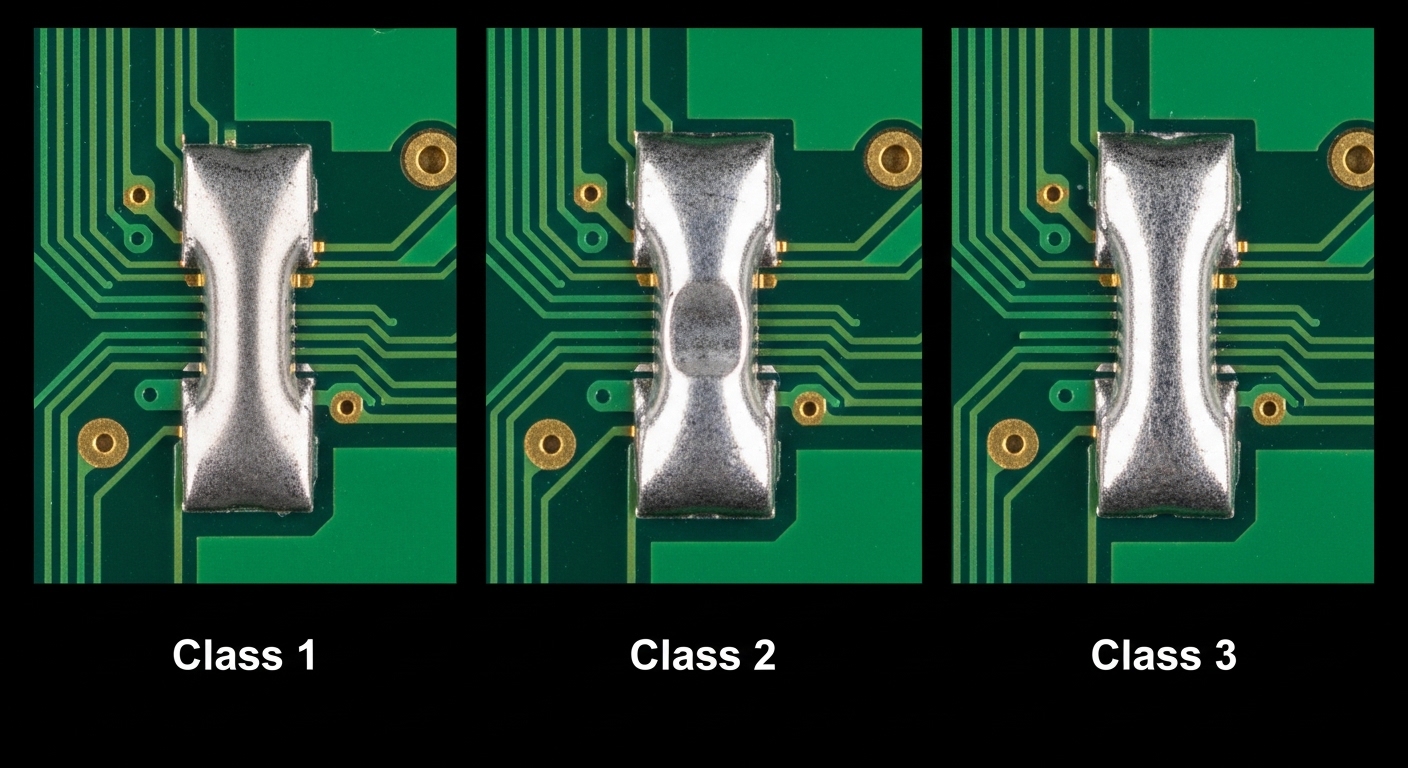
「このはんだ付け、クラス2ならOKだけどクラス3だとどうなんだろう。」
「客先からIPC-A-610クラス3準拠と言われたが、具体的に何が変わるのか上手く説明できない。」
電子機器の製造現場や品質管理の現場で、こうした疑問や不安を抱えている方は少なくありません。
IPC-A-610は、世界中の電子機器製造で使われる「はんだ付けと実装品質の受け入れ基準」を定めた規格です。
その中でクラス2とクラス3の違いを「なんとなく知っている」状態と「数値と現象で説明できる」状態では、現場での判断精度がまったく変わります。
この記事では、IPC-A-610のクラス2とクラス3の違いを、規格の言葉だけでなく「現場で何が変わるのか」という視点で具体的に解説します。
読み終えたあとには、自社の製品に適切なクラスを割り当て、現場の検査員に根拠を持って基準を伝えられるようになります。

IPC-A-610とは何か:なぜこの規格が世界標準になったのか
IPC-A-610は「電子アセンブリの受け入れ基準(Acceptability of Electronic Assemblies)」と題されたドキュメントで、IPC(Association Connecting Electronics Industries)が発行・管理する国際規格です。
現在の最新版は2020年に発行されたIPC-A-610Hです。
この規格が世界標準になった理由は、「合否判断の属人性をなくすため」という極めて実用的な背景にあります。
電子機器の品質検査は、かつては各社・各工場が独自の基準で行っていました。
あるメーカーで「合格」とされた基板が、別のメーカーに納入されると「不合格」と言われる、というトラブルが日常的に発生していました。
IPC-A-610はこの問題を解決するために、「世界中のどの工場の検査員が見ても、同じ判定が下せる」ことを目標に策定されました。
規格には実際の写真・イラスト・寸法図が豊富に盛り込まれており、文章だけでなく視覚的に合否を判断できる構成になっています。
現在では、日本・米国・欧州・アジアの主要な電子機器メーカーのほぼすべてが、調達仕様書や品質協定書の中でIPC-A-610の特定クラスを参照しています。
IPC-A-610の最新情報や規格の購入は、IPCの公式サイトから確認できます。
また、日本ではIPCの日本語翻訳版も提供されており、日本語で規格を確認したい場合はIPC日本語版の取り扱い代理店を通じて入手することができます。
クラス1・2・3の定義:製品の用途がクラスを決める

IPC-A-610は製品の用途と要求される信頼性のレベルに応じて、3つのクラスを定義しています。
クラスは製品の「使われ方」と「故障した場合の影響の深刻さ」によって決まります。
クラス1:一般電子機器(General Electronic Products)
主な対象として、おもちゃ・家電の一部・使い捨て・短命製品などがあります。
要求される信頼性は最も低く、製品の機能が維持される限り、外観上の不具合は許容されます。
現実には、クラス1を明示的に指定して発注するケースは非常に少なく、「クラス1相当」として暗黙的に扱われる領域の製品が多いです。
クラス2:専用サービス電子機器(Dedicated Service Electronic Products)
主な対象として、産業用機器・通信機器・コンピュータ・家庭用電子機器(長寿命・高信頼性が求められるもの)などがあります。
連続した性能が求められ、不具合による運用停止は望ましくないが、即時の対応が必須とまでは言えない用途です。
市場に流通する電子機器の大多数がこのクラス2の範囲に入ります。
スマートフォン・産業用センサー・FA機器・一般的なサーバー基板など、私たちの身の回りにある「高品質な製品」のほとんどはクラス2基準で製造されています。
クラス3:高信頼性電子機器(High-Performance Electronic Products)
主な対象として、航空宇宙・軍事・医療機器・生命維持装置・自動車の安全系システム(ブレーキ・エアバッグ等)などがあります。
動作停止が許されない・故障が人命に直結する・過酷な環境で長期間動作することが求められる用途です。
クラス3製品では、外観上の微細な不具合でさえ「将来の故障の予兆」として扱われるため、クラス2では許容される多くの状態が不合格となります。
ここで重要な認識があります。
クラスは規格が決めるものではなく、製品の設計者・発注者が決めるものです。
IPC-A-610はあくまでも「各クラスに相当する合否判断基準を定めたツール」であり、「この製品はクラス何を適用すべきか」はIPCではなく製品のオーナーが判断・指定する責任を持ちます。
クラス2とクラス3の判定基準の違い:はんだ付け編
ここからが記事の核心部分です。
クラス2とクラス3の判定基準の差を、代表的な項目ごとに具体的な数値と現象で説明します。
まずははんだ付けの品質基準の違いから確認します。
スルーホール(DIP)はんだ付けのフィレット充填率
スルーホール実装のはんだ付けでは、穴の中にどれだけはんだが充填されているかが重要な判定基準の一つです。
クラス2の許容基準として、一次面(はんだ面)側の充填率は穴深さの75%以上が必要です。
二次面(部品面)側でのはんだの「にじみ上がり(Wicking)」は、必須ではなく「目標(Target)」とされています。
クラス3の許容基準として、充填率は穴深さの75%以上である点はクラス2と同じです。
ただし、クラス3では二次面(部品面)側のはんだの「にじみ上がり」が必須条件となります。
これが大きな違いです。
はんだが部品面側まで確実に濡れ上がっていることが、長期信頼性の証拠として求められます。
現場への影響として、クラス3のDIP実装では、部品リード線が適切な長さに管理されていること、フラックスの活性が十分なこと、リフロー・フロー温度が適切なことが、より厳密に管理される必要があります。
特にリード線が短すぎると二次面へのにじみ上がりが不十分になるため、部品の受け入れ検査でリード長さの管理が重要になります。
SMTはんだフィレットの形状基準(チップ部品)
チップ抵抗・チップコンデンサなどのSMT部品のはんだフィレットについて、フィレットの高さ・幅・長さに関する許容値が規定されています。
クラス2の場合、エンドキャップ(部品端面)のはんだの濡れ上がり高さについて、部品電極高さの25%以上、または0.5mm以上(どちらか低い方)が最低条件とされています。
クラス3の場合、エンドキャップのはんだ濡れ上がり高さの要件がより厳しくなります。
部品電極高さの50%以上、または1.0mm以上(どちらか低い方)が必要とされ、クラス2の2倍の濡れ上がりが求められます。
この差が現場に与える影響は大きいです。
クラス3では、はんだ量の不足・フラックス活性の低下・リフロー温度プロファイルの外れ・部品電極の酸化などが原因で、クラス2では合格だったフィレットが不合格になります。
微細部品(0402以下)では、電極の高さ自体が非常に小さいため、クラス3の基準を満たすことが技術的にかなり困難になります。
このため、クラス3製品では微細部品の使用を避けるか、使用する場合はプロセス管理の徹底が必須となります。
はんだブリッジ(短絡)の取り扱い
はんだブリッジについては、クラス2とクラス3で実質的な基準の差はほとんどありません。
両クラスとも、意図しないはんだブリッジは不合格です。
ただし、クラス3では「電気的に接続されていない部分に近接するはんだの存在」に対してより敏感に判断が行われます。
完全なブリッジには至っていないが、ランド間にはんだが「触れかけている」状態(ニアブリッジ)について、クラス2では許容される場合でも、クラス3では再検討が必要な場合があります。
ボイド(気泡)の許容基準
リフローはんだ付け後のはんだフィレット内部に発生するボイド(気泡・空洞)について、クラス別の基準が設けられています。
IPC-A-610では、ボイドに関してX線検査での確認を推奨しており、許容されるボイドの面積比率が規定されています。
クラス2の場合、一般的なBGA・CSPなどのボール端子に関しては、個々のはんだボール内のボイドが25%以下の面積比率であれば許容される場合があります。
クラス3の場合、同じボイドに関してより厳しい基準が適用され、ボイドの許容率が引き下げられます。
また、特定の位置(ボール中央部・表面付近)に集中するボイドは、クラス3ではより厳しく評価されます。
現場インサイトとして、ボイド基準の差は「X線検査の運用コスト」に直結します。
クラス2製品でボイド管理が要求されるケースは比較的少ないですが、クラス3製品では全数または抜き取りでのX線検査が標準的な管理として求められることが多くなります。
クラス2とクラス3の判定基準の違い:部品実装・位置ずれ編
はんだ付けの品質と同じく重要なのが、部品の実装位置と姿勢に関する基準です。
チップ部品の位置ずれ許容値
SMTチップ部品(抵抗・コンデンサ)のランドに対する横方向のずれ(End Overhang、Side Overhang)について、クラス別の許容値が規定されています。
Side Overhang(部品の側面方向へのずれ)について説明します。
クラス2の場合、部品の幅または電極幅の25%以内のずれが許容されます。
つまり、部品がランドの外側にはみ出していても、25%までなら合格です。
クラス3の場合、許容されるSide Overhangは部品の幅または電極幅の25%以内と、数値上はクラス2と同じです。
ただし、クラス3では「はんだフィレットの形成状態」との組み合わせ評価がより厳格に行われます。
位置ずれがあってもフィレットが適切に形成されていれば合格となるクラス2の判断に対して、クラス3ではわずかな位置ずれでもフィレットの長期信頼性に影響が出ると判断されれば不合格とされます。
End Overhang(部品の長手方向へのずれ)について説明します。
クラス2の場合、部品端のランドからのはみ出し(End Overhang)は許容されます。
ただし、はんだフィレットが残った電極部分に適切に形成されている必要があります。
クラス3の場合、End Overhangに対して同様の要件がありますが、実務上はランドからのはみ出しを最小限に抑えることが「目標(Target)」として強調されます。
現場での運用として、クラス3製品の検査ラインでは、同じ基板・同じ位置ずれ量でも「フィレットの状態を見た上で最終判断する」というステップが入ります。
これは検査員の判断負担を増やすとともに、検査員のスキルレベルが判定結果に与える影響も大きくなることを意味します。
クラス3製品の品質安定には、検査員教育とIPCの認定資格(CIS:Certified IPC Specialist)の取得が有効です。
QFP・SOP等のリードフォーミング部品の判定基準
QFP(Quad Flat Package)やSOP(Small Outline Package)のリードについて、リードの浮き(Lifted Lead)・傾き(Toe角、Heel角)・サイドフィレットの基準がクラス別に異なります。
リードの浮き(Lifted Lead)について説明します。
クラス2の場合、リードがランドから浮き上がっていても、最大浮き量がリード厚みの50%以下であれば、かつ電気的導通が取れていれば許容される場合があります。
クラス3の場合、リードの浮きはいかなる量でも許容されません(Defect)。
リードが少しでもランドから浮いている状態は、即座に不合格です。
この基準差は、現場において非常に大きな意味を持ちます。
クラス2製品では「電気的には問題ない」と判断された浮きが、クラス3製品では再作業(リワーク)対象になります。
Heelフィレットの形成について説明します。
クラス2では、Heel部(リードの根元側)にはんだフィレットが形成されていることが目標(Target)であり、必須ではありません。
クラス3では、Heelフィレットの形成が「許容(Acceptable)」条件として要求され、Heelフィレットがない状態は不合格となります。
BGAの外観検査基準
BGAはX線なしの外観検査で確認できる情報が限られますが、外観で判定できる項目(ボールの欠落・変形・コプラナリティ)についてもクラス別基準があります。
クラス2とクラス3の最大の差は、外観で問題が確認できない場合でも「クラス3ではX線検査によるボイド確認を行う」という運用面の差として現れます。
外観検査だけでクラス2の受け入れをすることは一般的ですが、クラス3ではBGA・CSPのX線検査を必須プロセスとして規定する顧客が多くなっています。
クラス2とクラス3の判定基準の違い:基板・レジスト・マーキング編
はんだ付けや部品実装だけでなく、基板の外観・レジスト・マーキング(シルク印刷)の品質についてもクラス別基準が設けられています。
ソルダーレジストの傷・剥がれ
基板表面のソルダーレジスト(緑色の保護膜)に傷や剥がれが生じた場合の判定基準です。
クラス2の場合、レジストの傷や欠けが導体(銅配線)を露出させていない限り、許容される場合があります。
ランドから離れた場所のレジストの軽微な傷は、機能的な問題がないとして合格となるケースがほとんどです。
クラス3の場合、レジストの傷の程度が同じでも、基板の設計密度・配線との位置関係によってより厳しく評価されます。
特に、高密度配線やインピーダンスコントロールラインの上にあるレジストの傷は、信頼性に影響する可能性があるとして不合格となる場合があります。
現場インサイトとして、レジスト傷に関するクラス差は「顧客の解釈」によって大きく幅があります。
クラス3を要求する顧客の中には、IPC基準よりも厳しい独自基準を上乗せしているケースも珍しくありません。
契約前に顧客の「クラス3+顧客固有要求」の内容を確認することが重要です。
マーキング(シルク印刷)の品質
部品番号・極性表示・バーコードなど、基板に印刷されるシルクマーキングの品質基準です。
クラス2の場合、マーキングが読み取れること(Legible)が条件です。
印字がかすれていても判読可能であれば許容されます。
クラス3の場合、マーキングは明瞭に読み取れること(Legible and Clear)が求められます。
かすれ・欠けが部分的にあっても意味の把握ができれば許容されますが、クラス2よりも高い印字品質が「目標」として設定されています。
実務上、マーキングの品質差がクレームに発展するケースはクラス2製品ではほとんどありませんが、クラス3製品(特に医療・航空宇宙)では部品番号の読み取りエラーがトレーサビリティ問題に直結するため、シルクの品質管理が厳格に行われます。
導体・配線の損傷
銅配線(パターン)の傷・切れ・変形に関する基準です。
クラス2の場合、導体幅の減少が設計値の20%以下であれば、長さが制限された範囲内で許容されます。
クラス3の場合、同じ条件でも許容される導体幅の減少は10%以下となります。
これは電流容量と信頼性の両面から、クラス3ではより厳格な導体品質が求められるためです。
この差は、基板受け入れ検査での判定に直接影響します。
クラス3案件では、基板メーカーからの納入時の受け入れ検査でも、この基準を明示した検査仕様書を取り交わしておくことが後のトラブル防止につながります。
クラス選定で現場が陥りやすい3つの罠
クラスの理解が進んだ段階で、現場でよく発生する誤った運用パターンを紹介します。
罠その1:「とりあえずクラス3」という過剰品質要求
製品の重要性を強調するために、実際にはクラス2相当の用途であってもクラス3を指定するケースがあります。
クラス3を指定することで、製造コストは大幅に上がります。
検査工数の増加・X線検査の追加・不合格品の再作業増加・歩留まりの低下、これらすべてがコストとして跳ね返ります。
また、クラス3製品は使用できる部品の選択肢も狭まります。
微細部品(0402以下)はクラス3基準での判定が非常に厳しくなるため、設計段階での部品選定も制約を受けます。
クラスは「製品の用途と故障時のリスク」に基づいて合理的に決定することが、コストと品質のバランスをとる上で不可欠です。
「クラス3と言えば品質が良い製品」という誤解を持ったまま発注することは、無駄なコスト増を招くだけです。
罠その2:クラスの「部分適用」という曖昧な指定
「基板全体はクラス2だが、一部の重要な部分だけクラス3で」という指定をするケースがあります。
IPC-A-610は原則として「製品全体」に対して一つのクラスを適用することを前提にしています。
部分的なクラス適用は、規格の使い方としては「IPC-A-610では対応していない運用」になります。
もし部分適用が必要な場合は、設計図面や品質仕様書に「エリアA(座標○○〜○○)はクラス3基準を適用、それ以外はクラス2基準を適用」という形で明確に文書化する必要があります。
曖昧な指定のまま製造委託すると、検査員の判断によってクレームが発生するリスクが高まります。
罠その3:クラスを変えても工程を変えないという矛盾
「クラス3の品質で出荷して」という要求が来たときに、検査基準だけをクラス3に切り替えて工程は変えないというアプローチを取るケースがあります。
クラス3の受け入れ基準を満たすためには、製造工程そのものがクラス3相当の品質を出せるレベルでなければなりません。
クラス2向けに最適化された工程管理のままでは、クラス3の合否基準を適用した場合に不合格品が大量に発生し、再作業コストが爆発的に増加します。
クラス3対応の本質は「検査基準の引き上げ」ではなく「工程品質の引き上げ」です。
リフロー温度プロファイルの精度向上・使用部品の品質グレードアップ・作業者教育の強化・工程管理記録の整備、これらが伴って初めて意味のあるクラス3対応になります。
クラス3要求が来たとき、製造現場はどう変わるか
クラス3製品の受注が決まったとき、製造現場では具体的にどのような変化が必要になるかをまとめます。
作業者・検査員の認定
クラス3製品の製造・検査に携わる人員には、IPC認定資格の取得が事実上の業界標準となっています。
IPCが提供する認定資格体系の中で、主要なものを説明します。
CIS(Certified IPC Specialist)は検査員向けの資格で、IPC-A-610の判定基準を正しく理解・適用できる能力を認定するものです。
CIT(Certified IPC Trainer)はCISを教える側の資格で、社内でCIS認定者を育成する立場の人が取得します。
クラス3製品の主要顧客(航空宇宙・医療・防衛)の多くは、製造委託先にCIS認定者の配置を契約条件として要求します。
IPCの認定資格に関する最新情報は以下の公式サイトで確認できます。
工程文書・記録の管理強化
クラス3製品では、製造工程のトレーサビリティ(追跡可能性)がより厳格に要求されます。
具体的には、使用した部品のロット番号・はんだペーストのロット番号・リフロー炉の温度プロファイルデータ・作業者のID・検査員のIDを、製品ごとに記録・保管することが求められます。
この記録は、製品出荷後に問題が発生した場合の原因究明に不可欠な情報です。
記録の保管期間は顧客要求によって異なりますが、航空宇宙・防衛分野では製品の寿命(10〜30年以上)にわたる保管を求められることもあります。
X線検査の導入または強化
前述のように、クラス3製品ではBGA・CSPのボイド確認のためにX線検査が事実上必須になります。
X線検査装置を保有していない工場がクラス3案件を受注する場合、外部の検査サービスを利用するか、設備投資を行う必要があります。
X線検査の外部委託コストは1枚あたり数千円から数万円(検査部位数・緊急度による)が一般的です。
使用禁止工法・材料の確認
クラス3製品では、クラス2では許容される工法・材料がいくつか禁止または制限されます。
代表的なものとして、手はんだ修正(タッチアップ)の回数制限があります。
クラス2では比較的柔軟に認められる手はんだ修正も、クラス3では顧客の承認なしに行うことができない場合があります。
また、再フロー(リリフロー)の回数制限も厳しくなります。
一度リフローした基板を再度リフロー炉に通す回数は、部品への熱ダメージと信頼性の観点からクラス3では厳しく制限されます。
FAQ
Q1. IPC-A-610Hの「H」はどういう意味ですか?
IPC規格では、改訂のたびにアルファベットが追加されます。
最初の版はIPC-A-610(サフィックスなし)、次の改訂がIPC-A-610A、その次がIPC-A-610Bという形で進んでいます。
現在の最新版「H」は2020年発行で、8回目の改訂版に相当します。
改訂ごとに新技術・新部品への対応(BGAの詳細化・LEDへの対応など)や判定基準の明確化が行われています。
古い版(E・F・Gなど)を参照している工場は、最新版との差分を確認することを強く推奨します。
Q2. 顧客から「IPC-A-610クラス3準拠」と指定されました。特別な認定や登録が必要ですか?
IPCに登録・認定を受けることは規格上の義務ではありません。
「IPC-A-610クラス3準拠」とは「IPC-A-610クラス3の受け入れ基準を適用して検査する」という意味であり、IPCから工場認定を受けることを意味しません。
ただし、顧客が「IPC認定検査員(CIS)による検査」を要求している場合は、CIS資格保有者が検査を行う必要があります。
契約前に顧客の要求が「基準の適用のみ」なのか「認定資格者による検査」なのかを明確にしておくことが重要です。
Q3. クラス2とクラス3では、製造コストはどの程度変わりますか?
製品・工場の状況によって大きく異なりますが、一般的な目安として検査工数が1.5〜2倍程度増加するケースが多いです。
X線検査の追加・再作業率の上昇・文書管理コストの増加を合計すると、製造コスト全体では20〜40%増になるケースも珍しくありません。
コスト増の正確な見積もりは、対象製品の部品点数・ピッチ・BGAの有無・現状の不良率を考慮した個別試算が必要です。
Q4. 自社製品がクラス2かクラス3か判断できません。どうすればよいですか?
以下の質問に答えることで判断の方向性が見えます。
製品が故障した場合に人命・重大な財産損失・社会インフラへの影響が生じる可能性があるかどうかを確認します。
製品が-40℃〜125℃以上の温度サイクル・振動・高湿度・放射線など過酷な環境で長期間動作するかどうかを確認します。
製品の設計寿命が15年以上であるかどうかを確認します。
これらのいずれかに「はい」と答えられる場合は、クラス3の適用を真剣に検討することを推奨します。
「はい」がない場合はクラス2が適切なことがほとんどです。
不明な場合は、IPCの認定トレーナー(CIT)または品質コンサルタントへの相談も有効な選択肢です。
Q5. 客先がクラス3を要求してきたが、自社の設備ではX線検査ができません。どう対応すべきですか?
まず、顧客の要求書にX線検査が「必須(Mandatory)」として記載されているかどうかを確認します。
IPC-A-610自体は「X線検査を全数実施すること」を義務づけているわけではなく、BGAのボイド確認方法の一つとしてX線を示しているに過ぎません。
必須でない場合は、代替管理方法(工程管理の強化・サンプリングでの外部X線委託)を顧客に提案し、合意を得ることが現実的な対処法です。
必須の場合は、外部の検査機関への委託または設備投資の費用を見積もり、コストを含めた形で顧客と折衝することになります。
Q6. IPC-A-610以外にも参照すべき関連規格はありますか?
はんだ付けの工程基準としては、IPC-A-610と組み合わせてJ-STD-001(はんだ付けの要求事項)を参照することを強く推奨します。
IPC-A-610が「結果の受け入れ基準」であるのに対し、J-STD-001は「工程・材料・手順の要求事項」を定めたものです。
この2つを合わせて運用することで、製造工程から検査まで一貫した品質管理体系が完成します。
また、BGAの設計・実装についてはIPC-7095C(BGAのデザインと組み立て)を、リワーク工程についてはIPC-7711/7721(はんだ付けのリワーク・修理・改造)を参照することで、より網羅的な品質管理が実現できます。
まとめ
IPC-A-610のクラス2とクラス3の違いは、単に「厳しさが違う」という話ではありません。
「製品が使われる環境・故障した場合のリスク・求められる信頼性」の違いが基準の差として現れているということです。
現場において最も重要な認識は3点です。
クラスは製品の「用途」が決めるものであり、規格が自動的に割り当てるものではないこと。
クラス3の対応は「検査基準の引き上げ」ではなく「工程品質の引き上げ」が本質であること。
クラス2とクラス3の判定基準の差は、DIP充填のにじみ上がり必須・SMTフィレット高さの2倍要求・リードの浮きゼロ許容・X線検査の事実上必須化、といった具体的な変化として現場に現れること。
この3点を軸に、自社製品のクラス判断と現場への展開を進めることで、品質トラブルとコストの無駄を同時に減らすことができます。
クラス基準の運用に迷ったとき、この記事が現場の判断の拠り所になれば幸いです。