部品の供給形態を選ぶとき、多くの現場では「単価が安い方」「いつも使っている方」という理由で決めてしまうことが少なくない。
しかし、これは大きな落とし穴だ。
テープ&リールとバルクのどちらが有利かは、「部品の調達単価」だけで決まらない。
実装ラインの段取り時間、不良率、作業者の工数、リール端数の廃棄コスト——これらすべてを合算した「トータル実装コスト」で比較しなければ、正しい判断はできない。
この記事では、購買・調達担当者や製造技術エンジニアが現場で即使える判断基準を、実務の視点から体系的に解説する。
試作から量産まで、どのフェーズでどちらを選ぶべきかが、読み終わったときに明確にわかる状態を目指した。
テープ&リールとバルク供給の基本——まず両者の正体を正確に把握する

供給形態の選択ミスは、「両者が何者か」を正確に理解していないことから始まる。
名称は知っていても、規格の詳細や実装ラインとの相性まで把握している担当者は意外に少ない。
まずここから整理する。
テープ&リール(T&R)とは何か:仕様・規格・用途
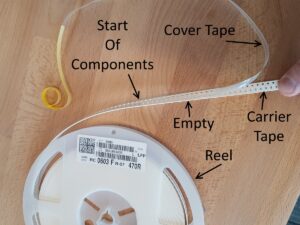
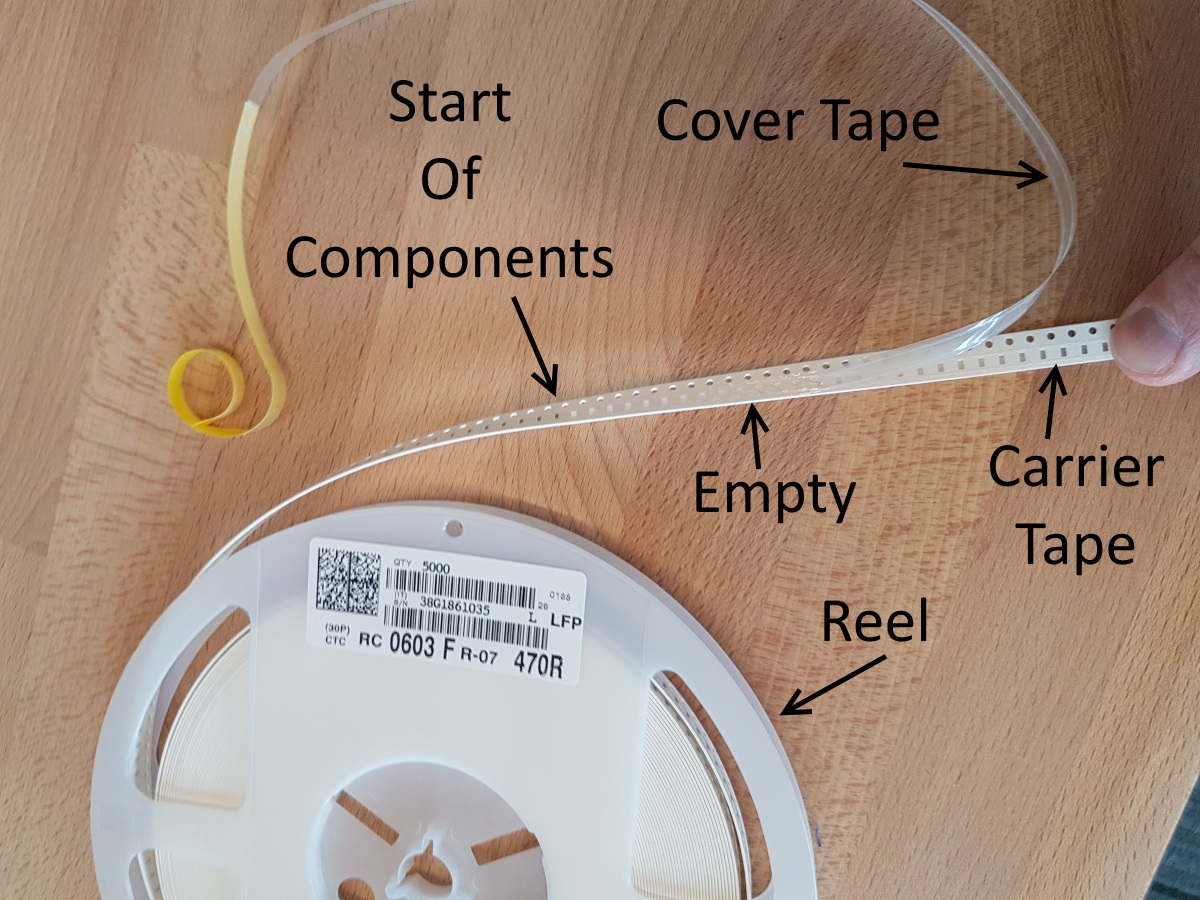
テープ&リール(Tape and Reel、以下T&R)は、チップ部品やICをキャリアテープのポケットに一定間隔で格納し、カバーテープで封止した上で、プラスチックリールに巻いた状態で供給する形態だ。
SMT(表面実装技術)ラインのフィーダーに直接セットでき、自動実装機(マウンター)がテープを送りながら部品を1個ずつピックアップできる。
規格面では、EIA-481(米国電子工業会)およびIEC 60286-3(国際電気標準会議)が世界的な標準として使われており、テープ幅・ポケットピッチ・リール径が部品サイズごとに厳密に定義されている。
主な仕様の範囲は以下のとおりだ。
- テープ幅:8mm〜56mm(部品サイズに依存)
- リール径:7インチ(178mm)、13インチ(330mm)が主流
- 収容数:部品・テープ幅によって数百〜数千個/リール
T&Rの最大の強みは、自動実装機との完全な親和性にある。
フィーダーにセットすれば、段取り完了からピック動作まで完全自動で進む。
作業者が部品を手で触れることがないため、静電気ダメージ・汚染・向き間違いといった人的ミスが構造的に排除される。
バルク供給とは何か:トレイ・スティック・散装の実態

バルク(Bulk)供給は、T&Rのような一定ピッチ格納ではなく、部品をまとめた状態で提供する形態の総称だ。
ただし「バルク」は一種類ではない。
実務では以下の3形態に分類して理解する必要がある。
散装バルク(Loose Bulk)
チップ部品や小型部品を袋やケースに無造作に入れた状態。
最も単価が低い供給形態だが、実装ラインへの投入には振動式バルクフィーダーが必要になる。
部品同士の接触による電極削れ・クラック・端子変形のリスクが最も高い。
スティック(マガジン)供給
ICやコネクタをチューブ状のスティックマガジンに整列させた形態。
スルーホール部品の自動挿入機や、一部のSMTフィーダーで対応可能。
1スティックあたりの部品数が少なく、スティック交換の頻度が高い現場ではオペレーターの負荷が増える。
トレイ(JEDEC Tray)供給
QFP・BGA・LGA等の大型・多ピンICに広く使われる形態。
JEDEC規格(JESD22-B111等)に準拠したトレイで供給され、トレイフィーダーや手置きで対応する。
部品の保護性は高いが、1トレイあたりの収容数は少なく、コスト効率はT&Rに劣る場合が多い。
実装コストの正体——「部品単価」だけで判断してはいけない理由

供給形態を比較するとき、多くの人が最初に見るのは「1個あたりの部品価格」だ。
しかし、実装コストはその一点だけで決まらない。
現場で積み上がる複数のコスト要素を合算して初めて、どちらが本当に安いかが見えてくる。
コストを構成する5つの要素を分解する
実装トータルコストは、以下の5つの要素で構成されると考えると整理しやすい。
① 部品調達コスト(材料費)
T&Rはキャリアテープ・カバーテープ・リールの包材コストが上乗せされるため、同一部品であれば散装バルクより1個あたりの調達単価は高くなりやすい。
ただし、この価格差は発注数量が増えるほど縮小する傾向がある。
デバイスメーカーの価格表を見ると、1,000個単位のT&Rと10,000個単位のT&Rでは、1個あたり単価が20〜40%変わるケースも珍しくない。
② 実装工数(人件費・ライン稼働費)
T&Rはフィーダーへのセット後は全自動。
バルク(散装)の場合、振動フィーダーの調整・補充・部品詰まりへの対応が必要で、ラインオペレーターの介在コストが増加する。
時給3,000円の作業者が1日30分余計に費やせば、月20日稼働で月30,000円の追加コストが積み上がる。
③ 段取り・切替コスト
T&Rのフィーダー交換は手順が確立されており、慣れた作業者であれば1品種あたり数分以内で完了する。
バルクフィーダーは充填量の確認・振動強度の調整が品種ごとに異なるため、段取り時間が長くなりやすい。
多品種少量生産でライン切替が頻繁な工場では、この差が日々積み上がる。
④ 不良・廃棄コスト
散装バルクは部品同士の接触による物理ダメージリスクが高い。
0402・0201サイズのチップコンデンサやフェライトビーズは特に、バルク状態で長期保管すると電極剥離やクラックが発生しやすい。
不良率が0.5%上昇するだけで、月産100万個ラインでは5,000個の追加廃棄コストとなる。
⑤ 在庫・余剰管理コスト
T&Rには最小発注単位(MOQ)として1リール単位の制約が存在することが多い。
7インチリールで3,000個入りの部品を2,000個しか使わない場合、1,000個分がリールに残った状態で在庫化する。
この余剰在庫の保管コスト・廃棄リスクは見落とされやすいが、品種数が多い工場では年間で無視できない金額になる。
見落とされがちな「隠れコスト」の正体
現場経験から言えば、最も判断を誤らせるのが「隠れコスト」の存在だ。
具体的に挙げると、以下のものがある。
「テープスプライシングコスト」:リールとリールをつなぐスプライシングテープの材料費と作業時間。
量産ラインでリール交換のたびに発生し、スプライシングミスによる部品欠落も時に起きる。
「EMSへの加工賃転嫁」:バルク部品をT&R形状に変換(リテーピング)してもらう場合、EMSや専門業者への加工費が発生する。
相場は1品種あたり数千円〜数万円で、段取り費用として別途請求されるケースが多い。
「静電気対策コスト」:バルク供給では静電気対策が個々の部品ハンドリング時に必要になる。
ESD対策用品(リストストラップ・マットなど)の設備投資と管理工数が加算される。
これらを合算して初めて、「バルクの方が安い」という表面的な判断が正しいかどうか検証できる。
テープ&リールが有利になる条件:量産・高速ラインの現場から

T&Rが本領を発揮するのは、量産・高速・多品種・自動化ラインという環境だ。
この条件が重なるほど、T&Rの選択はコスト優位を強める。
SMT自動実装機との相性と段取り効率
現代のSMTマウンターは、T&Rを前提として設計されている。
パナソニック(旧松下)、富士機械、ヤマハ発動機、JUKI等の主要マウンターメーカーは、8mm・12mm・16mm等の標準テープ幅に完全対応したフィーダーを提供しており、T&Rであれば機種を問わず高い互換性が確保されている。
高速マウンターでの実装速度は、T&Rフィーダー使用時に毎時数万〜数十万点に達する。
一方、バルクフィーダー使用時はピック成功率が安定しないため、実装速度が制限されることが多い。
量産品で月産50万点規模になると、この速度差は稼働時間・電力費・減価償却に直接影響する。
また、T&Rはフィーダーセット後の部品認識ミスが少ない。
マウンターのビジョンシステムがテープのポケット位置を正確に認識するため、ピック座標のばらつきが極めて小さい。
結果として、実装不良率の低減、つまりリワーク・廃棄コストの削減につながる。
不良率・部品ダメージのリスクコントロール
T&Rが不良率管理で有利な理由は、構造的にある。
部品はカバーテープで密封されたポケット内に1個ずつ格納されており、他の部品との接触が完全に防がれている。
MEMSセンサー、高精度コンデンサ、フラッシュメモリのような繊細な部品では、この保護性が実装品質を左右する。
防湿面でも、T&RはMSL(Moisture Sensitivity Level)対応の乾燥剤入りアルミ袋で梱包して出荷されることが多く、吸湿リスクを管理しやすい。
IPC/JEDEC J-STD-020に準拠した湿度感受性部品の管理においても、T&Rの方が履歴トレーサビリティを維持しやすい。
バルク(特に散装)では、輸送中の振動・衝撃による電極損傷、静電気放電(ESD)による内部破壊が起きても外観では判別できない。
「外観は正常なのに実装後に動作しない」という基板不良の原因が、バルク保管中のESDダメージだったという事例は、EMS現場で決して珍しくない。
バルクが有利になる条件:試作・少量・特定部品の現場から
「T&Rが常に優れている」という結論にはならない。
バルクが明確にコスト優位になるシナリオが存在する。
その条件を正確に把握しておくことが、調達判断の精度を高める。
試作・開発フェーズでのバルクの優位性
試作・プロトタイプ段階では、1品種あたりの使用数量が数個〜数十個にとどまることが多い。
T&Rで発注すると、1リール単位(数百〜数千個)の最小発注量がネックになり、大量の余剰在庫を抱える結果になる。
バルクまたはカットテープ(T&Rから必要数だけカットしたもの)であれば、必要な数量だけ調達できるため、材料費の無駄を大幅に削減できる。
例えば、RSコンポーネンツやMouser Electronics、DigiKeyでは、小ロット・バルク・カットテープ対応の購入が可能で、試作フェーズでの調達先として広く活用されている。
参考:Mouser Electronics(小ロット部品調達)
また、試作段階では実装方法が手置き(マニュアル実装)であることも多く、マウンターフィーダーへのセットを前提としないため、T&Rのメリットが活きない。
設計変更の可能性が高い試作フェーズで、高単価のT&Rリールを複数購入してしまうと、設計変更後に使えなくなった部品の廃棄コストが発生する。
試作ではバルク・小ロット購入でリスクを最小化するのが合理的だ。
スルーホール部品・大型部品でのバルクの実際
スルーホール(DIP)部品は、T&Rに対応していないものが多い。
リード付きの抵抗・コンデンサ・トランス・大型コネクタは、スティック供給またはバルク供給が標準であり、T&Rを選べる状況そのものが存在しないケースも多い。
大型のBGAやLGA ICも、トレイ供給(JEDEC Tray)が主流で、T&Rが存在しない品種も多い。
この場合、「T&R vs バルク」という二択ではなく、バルク(またはトレイ)を前提として、ハンドリング方法と不良対策をどう設計するかが課題になる。
スルーホール部品の自動挿入機(AIマシン)を持つ工場では、バルクフィーダーや整列フィーダーを活用してコストを最適化しているが、設備投資の判断がセットで必要になる。
また、テスト用・評価用として数個単位で使う汎用ロジックIC・オペアンプなどは、バルクの方が入手しやすく、単価も低い場合が多い。
開発ラボでの用途に限定するなら、バルクの方が現実的な選択肢となる。
判断基準マトリクス:生産ロット・品種数・ライン構成で選ぶ
ここまで両者の特性を整理した。
では、実際の判断はどうすればよいか。
以下のマトリクスを使えば、自社の状況に当てはめて判断しやすくなる。
ロット数量別の損益分岐点を考える
損益分岐点の考え方は単純ではないが、目安として以下のフレームワークが使える。
少量(〜500個/月)
T&Rの最小発注単位(多くは1リール=1,000〜3,000個)を使い切れないため、バルクまたはカットテープの方がコスト効率が高い。
余剰在庫コスト・廃棄リスクがT&Rの割高感を上回る。
中量(500〜5,000個/月)
品種の特性・不良率・段取り頻度によって判断が分かれる領域。
品種数が少なく、同一品種を継続生産するならT&Rが有利になり始める。
品種数が多く、切替頻度が高いならバルクまたはトレイを組み合わせた柔軟な対応が現実的。
量産(5,000個以上/月)
T&Rが圧倒的に有利になる領域。
自動実装の高速化・安定化・不良率低減のメリットが材料費の割高分を十分に吸収する。
デバイスメーカーとの価格交渉でも、年間発注量を提示することでT&Rの単価を大幅に下げられる場合がある。
品種数・切替頻度が多い場合の最適解
高混流(多品種)生産ラインでは、フィーダー台数の制限とT&Rリールの在庫管理が課題になる。
例えば、1ラインに搭載できるフィーダー数が64台で、使用品種が150品種ある場合、都度フィーダー入れ替えが発生する。
この場合のT&Rの隠れコストは、「リール端数の管理」だ。
リール1本に3,000個入りの部品を200個しか使わずに入れ替えると、残り2,800個はハーフリール状態で保管棚に積み上がる。
これがある程度の品種数になると、「どのリールに何個残っているか」の管理だけで相当な工数が必要になる。
この課題への現実的な対応策は以下の3つだ。
「フィーダーカート管理の徹底」:品種ごとに専用フィーダーカートを組み、リールごと保管して次回ロット時に即使用できる状態を維持する。
「ハーフリール管理システムの導入」:残数・MSL開封時間を管理するWMS(倉庫管理システム)またはMES(製造実行システム)と連携してT&R在庫を見える化する。
「バルクとT&Rの使い分けルール化」:月産500個未満の品種はバルク・カットテープ、それ以上はT&Rという社内ルールを設定し、調達段階から形態を制御する。
EMSベンダーとの交渉実務:供給形態をどう指定・交渉するか
供給形態の判断は社内だけで完結しない。
EMSベンダーへの発注では、供給形態の指定が曖昧だと、コスト転嫁や品質問題の温床になる。
発注仕様書への明記と合意形成
BOM(Bill of Materials)または製造仕様書において、各部品の供給形態を明示することが基本だ。
「T&Rのみ」「トレイ可」「バルク不可」等の条件をBOM上に列で追加し、EMSへの発注パッケージに含めることで、ベンダー側の「安いバルクで代替する」という判断を防げる。
特に注意すべきは、EMSが部品調達も行うターンキー方式の発注だ。
コスト削減目的でEMSが独自判断でバルクに切り替え、実装不良が増加した事例は現場でよく聞く。
「調達はEMSに任せるが、T&R指定の部品リストは購買部門で管理する」という二重確認体制を持つことが、品質リスクの管理につながる。
リール余剰在庫・端数管理のコスト転嫁を防ぐ
EMSとの取引で問題になるのが、「リール余剰在庫の費用負担」だ。
T&Rで発注した部品のうち、ロット生産後に余った端数リールの扱いについて、契約上の明確な合意がないと後でトラブルになる。
事前に確認・合意しておくべき項目は以下のとおりだ。
「余剰部品の所有権」:残部品の所有権は発注元にあるのか、EMSに移転するのかを明確にする。
「保管期間・条件」:MSL対応部品は開封後の管理期限がある。EMSが適切な湿度管理環境(乾燥庫等)を持っているか確認する。
「端数リールの返却または廃棄ルール」:ロット完了後に発注元に返却するのか、EMSが保管継続するのかを文書化する。
「余剰分の次回ロットへの充当ルール」:継続発注品であれば、端数リールを次回ロットに使い切る計画を立てることでコストを最小化できる。
これらを見積もり・発注段階でEMSと合意しておくことが、隠れコストの削減に直結する。
グローバル調達・リードタイム視点での供給形態リスク
供給形態の選択は、リードタイムリスクとも密接に関わる。
特に半導体不足・地政学リスクが顕在化した近年は、「T&R対応品を優先発注できるか」「バルクでも代替できる部品があるか」という観点が調達戦略に影響する。
T&Rは通常、デバイスメーカーや大手代理店が標準在庫として保有している。
一方、バルク供給は過剰在庫の流通やスポット市場への流出品として出回るケースが多く、品質トレーサビリティが取れないものが混在することがある。
いわゆる「フェイク部品」や「リマーク品」はバルク流通品に多く混入するリスクがある。
参考:IPC-7711/7721 偽造電子部品リスク管理(IPC)
グローバル調達において信頼性の高いサプライチェーンを維持するためには、T&Rを正規代理店から調達することが、バルクスポット品の調達よりもリスクが低い。
AVNet、Arrow、TDKラムダ等の正規代理店経由のT&R供給は、デバイスメーカーの品質保証・トレーサビリティが担保されており、実装品質の安定化に貢献する。
また、リードタイム面では、T&Rの方が標準品として安定的に供給される傾向がある。
部品不足時にスポット市場でバルクを調達せざるを得ないシナリオに備え、T&R在庫の安全在庫水準を事前に設定しておくことが、ライン停止リスクの低減につながる。
FAQ:現場でよく出る疑問に答える
Q1. T&Rとカットテープの違いは何ですか?
カットテープはT&Rのリールから必要数だけ切り出したテープ部分のみで、リール(巻き芯)はついていない。
試作・少量発注向けに、DigiKeyやMouserなどのディストリビューターが提供することが多い。
SMTフィーダーへのセットはできるが、テープ先端のセットに手間がかかり、一部のフィーダーでは対応できないものもある。
量産ラインより試作・少量実装に向いている。
Q2. バルク部品をT&Rに変換(リテーピング)するコストはどのくらいですか?
品種・数量・対応業者によって異なるが、1品種あたりの段取り費用として5,000円〜20,000円程度が一般的な相場だ。
これにテープ・リール材料費と加工賃が加算される。
少量品種であればリテーピングのメリットは小さく、バルクのまま手置き実装する方が現実的なケースも多い。
大量品種・継続生産品であれば、リテーピングコストを吸収できる場合がある。
Q3. MSL(湿度感受性レベル)管理はT&Rとバルクでどう違いますか?
T&Rでは、MSL対応部品(MSL2以上)はアルミ防湿袋に乾燥剤・湿度インジケーターと共に梱包されて出荷されるのが標準だ。
開封日時をラベルで管理することで、IPC/JEDEC J-STD-033に基づいた床面寿命(Floor Life)を把握しやすい。
バルクでは防湿管理が担当者依存になりやすく、管理ルールが曖昧なまま長期保管されるリスクがある。
MSLの高い部品(MSL3以上)をバルクで扱う場合は、乾燥庫(ドライキャビネット)での管理と開封時間の記録を徹底することが必須だ。
Q4. T&Rの最小発注単位(MOQ)はどこに記載されていますか?
デバイスメーカーのデータシートまたは代理店のWebサイトに記載されている。
DigiKey・Mouserは品種ページにMOQを明示しており、T&Rとカットテープのどちらが選択可能かも確認できる。
代理店経由の場合はMOQが1リール単位が多く、メーカー直の場合は1,000個・3,000個等のテープカット単位での交渉が可能な場合もある。
Q5. EMSへの発注で「どちらでもよい」と伝えると何が起きますか?
EMSがコスト最小化を優先してバルク調達を選択する可能性がある。
バルクによる不良率上昇・段取りコスト増加のリスクをEMSが適切に評価してくれるとは限らない。
発注元がコストと品質のバランスをコントロールするためには、供給形態の指定を明示することを強く推奨する。
Q6. 小規模なEMSや基板屋ではT&Rを要求されますか?
小規模EMSや試作専門の基板屋では、バルク・カットテープ対応で手置き実装するケースも多い。
ただし、品種・数量が増えてくるとT&R指定を求められることが多くなる。
将来の量産移行を見越した場合、試作段階から部品選定時にT&R入手可能な品番を選んでおくと、移行時のリスクが低減される。
まとめ:トータルコスト思考で供給形態を選ぶ
テープ&リールとバルク供給のどちらが有利かは、「部品単価だけで決まらない」という点が、この記事を通じて最も伝えたかったことだ。
判断のフレームワークをシンプルにまとめると、以下のとおりだ。
「T&Rを選ぶべき状況」:月産5,000個以上の量産品、SMT自動実装ラインを持つ工場、不良率・品質管理を厳格に求められる製品、長期継続生産でリールを使い切れる品種。
「バルクを選ぶべき状況」:試作・開発フェーズで数個〜数百個単位の発注、T&Rが存在しないスルーホール部品・大型IC、手置き実装が主体の少量生産、短期プロジェクトで余剰在庫リスクを避けたい場面。
重要なのは、調達単価だけでなく、段取りコスト・不良率・在庫管理コスト・EMS交渉コストを含めた「トータル実装コスト」で比較する習慣を持つことだ。
この視点を持つことで、購買・製造技術・品質管理の三者が同じ土俵で議論でき、会社全体として最も合理的な調達判断ができるようになる。
供給形態の選択は一度決めたら終わりではない。
生産数量の変化、ライン構成の変化、新規部品の追加——これらのタイミングで定期的に見直すことが、長期的なコスト競争力を維持する鍵になる。