






太陽光発電システムの心臓部ともいえるパワーコンディショナ(PCS)は、
多くの場合、屋外の過酷な環境に直接さらされます。
日差しの強い夏は筐体内部が70℃を超え、
冬の朝は氷点下に冷え込み、
雨季には高湿度の空気が隙間から侵入します。
この繰り返しのストレスに、内部の電子基板が耐えられなければ、
システム全体が早期故障を起こします。
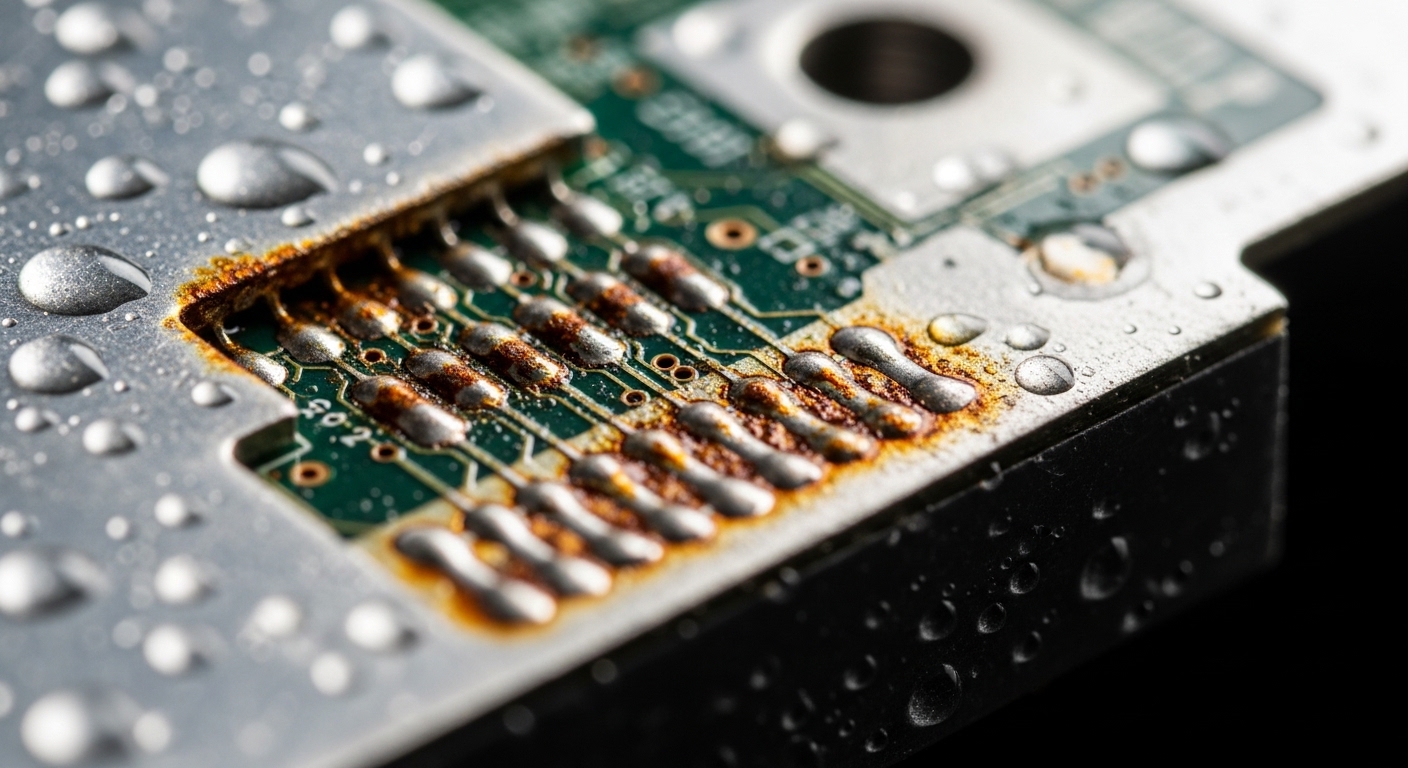
実際の現場では「設置から5年も経たないのに基板が腐食していた」
「はんだが割れてIGBTドライブ回路が誤動作した」
という事例が後を絶ちません。
このガイドでは、設計から工程管理・検証まで、
防湿対策と熱サイクル対策を体系的に整理します。
読み終えたとき、あなたは「どの対策を、なぜ、どの順番で実施するか」を、
コストと信頼性のバランスを保ちながら判断できるようになります。
屋外環境が基板に与えるダメージのメカニズム

基板の長寿命化を実現するには、まず「何が基板を壊すのか」を正確に理解することが出発点です。
屋外環境のストレスは単独では語れません。
温度・湿度・紫外線・塩害・振動が複合的に作用することで、
単体の試験では再現できない劣化が進行します。
温度・湿度・UV・塩害の複合ストレス
パワーコンディショナが設置される屋外環境は、
気象条件によって大きく異なりますが、
共通して基板に作用するストレスは以下の4つです。
まず「温度」については、直射日光を受ける筐体内部の温度は、
外気温+30〜40℃になることが珍しくありません。
沿岸部の夏場であれば、筐体内部が80℃に達するケースもあります。
次に「湿度」ですが、相対湿度が高い環境では、
基板表面に薄い水膜が形成されます。
この水膜はイオンマイグレーションの起点となり、
回路パターン間に微小な電流経路を作り出します。
「紫外線(UV)」については、筐体開口部や半透明カバーを透過したUVが、
有機系コーティング剤を劣化させます。
アクリル系コーティングはUV劣化しやすいため、
屋外用途での長期使用には注意が必要です。
「塩害」は、沿岸部や融雪剤が使われる地域で特に深刻です。
塩化物イオンは金属表面の酸化皮膜を破壊し、
腐食速度を内陸部の数倍に引き上げます。
この4要素が同時に作用するとき、劣化速度は単純な足し算ではなく、
掛け算的に加速します。
現場では「塩害地域の設置物は、内陸部の3〜5倍のペースで腐食が進む」
という経験則が語られており、これは材料試験データとも一致します。
熱サイクルがはんだ接合部を壊す仕組み
熱サイクル対策の中核にあるのが、はんだ接合部の疲労破壊メカニズムです。
電子部品の熱膨張係数(CTE)と基板の熱膨張係数は、原理的に一致しません。
たとえば、セラミックコンデンサのCTEは約7〜9 ppm/℃ですが、
FR-4基板のCTE(面内方向)は約14〜17 ppm/℃です。
この差が、温度変化のたびに「せん断応力」としてはんだ接合部に蓄積します。
一回の温度変化では目に見えるダメージはありませんが、
1日1サイクルとして10年運用すれば3,650回もの応力が繰り返されます。
これが「疲労亀裂」として現れ、最終的にははんだ内部でクラックが成長し、
断線に至ります。
特に危険なのは、部品フットプリントが大きく、
基板との接合面積が広いパワー系デバイスです。
セラミックコンデンサ(MLCC)の大型品(2220サイズ以上)、
TO-247などの大型パワートランジスタ、
基板直付けのヒートシンクブロックなどは、
熱サイクル疲労の「高リスクポイント」として設計段階から意識する必要があります。
結露と腐食が進む「デューポイント罠」
多くの技術者が見落としがちなのが、「デューポイント(露点)」の問題です。
基板表面の温度が空気の露点温度を下回ると、
目に見えない薄い水膜が基板表面に形成されます。
パワーコンディショナは夜間に停止し、早朝に再起動します。
この「停止→冷却→結露→再加熱→乾燥」のサイクルが毎日繰り返されると、
パターン間の微小な汚染物質が水に溶け込み、
電気化学的腐食が少しずつ進行します。
特に問題になるのが、製造工程で残留したフラックスです。
フラックス残渣は吸湿性が高く、表面汚染と水分が重なることで、
デンドライト(樹枝状結晶)成長によるショートを引き起こします。
この現象は「電気化学マイグレーション(ECM)」と呼ばれ、
低電圧・高密度実装が増えた現代の基板設計では看過できないリスクです。
参考:IPC標準化団体が提供するECMに関する技術資料
IPC – Association Connecting Electronics Industries
設計段階で決まる長寿命化の土台
防湿・熱サイクル対策の大半は、実は「設計段階」で決まります。
後工程での対策(コーティングや工程改善)は重要ですが、
設計で植えた問題の種は、後から完全には取り除けません。
逆に言えば、設計段階での正しい判断が、
製造コストを最小限に保ちながら最大の信頼性を実現する最短経路です。
基板材料(FR-4/高Tg/ポリイミド)の選定基準
基板材料の選定は、熱サイクル耐性に直結します。
標準的なFR-4(ガラスエポキシ)のガラス転移温度(Tg)は約130〜140℃です。
パワーコンディショナの基板周辺温度が高温側で85℃を超える場合、
Tgとの余裕が少なくなり、長期運用での特性変化リスクが上がります。
こうした用途では「高Tg FR-4(Tg 170℃以上)」が推奨されます。
高Tg材料は熱膨張係数の安定性も優れており、
はんだ接合部への繰り返し応力を緩和する効果があります。
ポリイミド基板は柔軟性と耐熱性に優れますが、
吸湿性が高いという課題があります。
多層リジッド基板にポリイミドを採用する際は、
乾燥保管と前処理(ベーキング)が必須となります。
また、熱伝導性を高めることを目的とした「アルミベース基板」や
「銅ベース基板(IMS: Insulated Metal Substrate)」は、
パワーデバイス実装部分に特化した選択肢として有効です。
IMSはパワーデバイスの熱を効率的に筐体へ逃がし、
部品と基板のCTEミスマッチを軽減しますが、
単価が高いため、全体基板への採用は費用対効果を慎重に評価する必要があります。
参考:IPC-4101「プリント基板用ベース材料の規格」
IPC-4101 Specification
ランドパターン設計と熱応力緩和の考え方
ランド(パッド)パターンの形状は、
熱サイクル時の応力集中に大きく影響します。
まず、大型MLCCの実装では「ランドの延長(ティアドロップ処理)」が効果的です。
ランドとパターンの接続部を滑らかな形状にすることで、
応力集中を分散し、はんだクラックの起点となるエッジを排除できます。
また、大型パワー部品のランドには「スリット入りパターン」を採用し、
熱変形をランドが柔軟に吸収できる構造にする設計も、
現場での実績が積み重なっています。
スルーホール部品については、フィレットの「ランド径とドリル径の比率」が重要です。
ランド径がドリル径の1.5倍以上確保されていれば、
はんだフィレットの強度が高まり、熱疲労への耐性が向上します。
プロの視点から補足すると、ランドパターン設計の見直しは
「設計変更コストがゼロに近い段階」で行うべきです。
試作評価後にパターン変更を余儀なくされると、
基板の再設計・再試作費用が発生するうえ、
量産スケジュールへの影響が避けられません。
部品配置と気流設計で熱を制する
基板の温度分布を均一に近づけることが、
熱サイクルストレスの低減において非常に重要です。
発熱量の大きいパワーデバイス(IGBT、MOSFET、整流ダイオードなど)は、
気流の「風上側」に配置するのが鉄則です。
これにより、下流の制御回路部品が高温の排熱を受けることなく、
比較的低温で動作できます。
電解コンデンサは特に温度に敏感な部品です。
105℃品を使用した場合でも、定格温度に近い環境で運用すれば寿命は激減します。
アレニウスの法則(10℃上昇で寿命半減)に基づけば、
設計目標温度を10℃下げるだけで寿命を2倍に延ばせます。
筐体設計と連携した「熱流体シミュレーション(CFD)」を活用すれば、
部品配置ごとの温度分布を設計段階で予測できます。
近年では、無料または低コストのCFDツールが整備されており、
試作前のバーチャル検証が現実的なコストで実施できます。
防湿コーティングと封止材の実装技術

設計と材料が整ったら、次は「防湿の壁」を物理的に形成する工程です。
コーティングと封止の選択・施工の品質が、
屋外環境での基板耐久性を左右する最大の工程変数です。
コンフォーマルコーティングの種類と選択基準
コンフォーマルコーティングは、基板全体に薄膜(25〜250 μm程度)を形成し、
水分・腐食物質・ほこりから保護する技術です。
主要な種類と特性を以下に整理します。
「アクリル系(AR)」は、施工のしやすさと修理のしやすさが特長です。
ただし、耐溶剤性・耐水性がやや低く、
長期屋外用途では定期的な再施工が必要になる場合があります。
「シリコーン系(SR)」は、耐熱性(-65℃〜200℃)と柔軟性が高く、
熱サイクルにさらされる部位に最も適しています。
撥水性も高く、防湿効果は4種類の中で最も優れています。
ただし、シリコーン成分が隣接工程(接着・塗装)のコンタミ源になるため、
製造工程管理に注意が必要です。
「ポリウレタン系(UR)」は、耐摩耗性と耐油性が高く、
振動・摩耗が懸念される環境に適しています。
ただし、耐熱温度は130℃程度が上限となります。
「エポキシ系(ER)」は硬度が最も高く、
耐薬品性に優れますが、熱サイクルでの割れリスクがあるため、
単独での広面積塗布には不向きです。
屋外長寿命用途のパワーコンディショナには、
「シリコーン系」または「シリコーン+ポリウレタン系の二層構造」が
もっとも推奨されるアプローチです。
参考:IPC-CC-830「電子組立品用コンフォーマルコーティング材料および施工」
IPC-CC-830
ポッティング・アンダーフィルの適用判断
ポッティング(封止)は、基板全体または特定エリアを
樹脂で完全に覆う手法です。
防湿性・防塵性・耐振動性の観点では、コーティングを凌駕しますが、
修理が困難・不可能になるため、適用箇所の判断が重要です。
パワーコンディショナでは、電源入力部や高圧回路部分など
「交換を想定しない部位」へのポッティングが効果的です。
一方、制御基板やインターフェース部など
「フィールドでの部品交換が必要な部位」には不向きです。
アンダーフィルは、BGAやQFNなどの面実装デバイス直下に充填することで、
はんだ接合部への応力を部品全体に分散する技術です。
熱サイクル試験における寿命改善効果は顕著で、
一般的に2〜5倍の寿命延長が報告されています。
ただし、充填材のCTEが部品・基板と適合していないと、
逆に応力集中を悪化させるリスクがあります。
アンダーフィル材のCTE・弾性率・ガラス転移温度を、
実装部品のパラメータと照合してから選定することが欠かせません。
塗布工程の品質管理と検査方法
どれほど優れたコーティング材を選んでも、
塗布品質が担保されなければ意味がありません。
現場でよく見られる問題を挙げます。
「ピンホール(微小穴)」は、コーティング膜の薄い部分や気泡に起因し、
水分浸透の入口になります。
「スキップ(塗布漏れ)」は、手作業塗布や自動機のプログラムミスで発生します。
「厚膜過多」は、コーティング後の乾燥不良や密着不良を招きます。
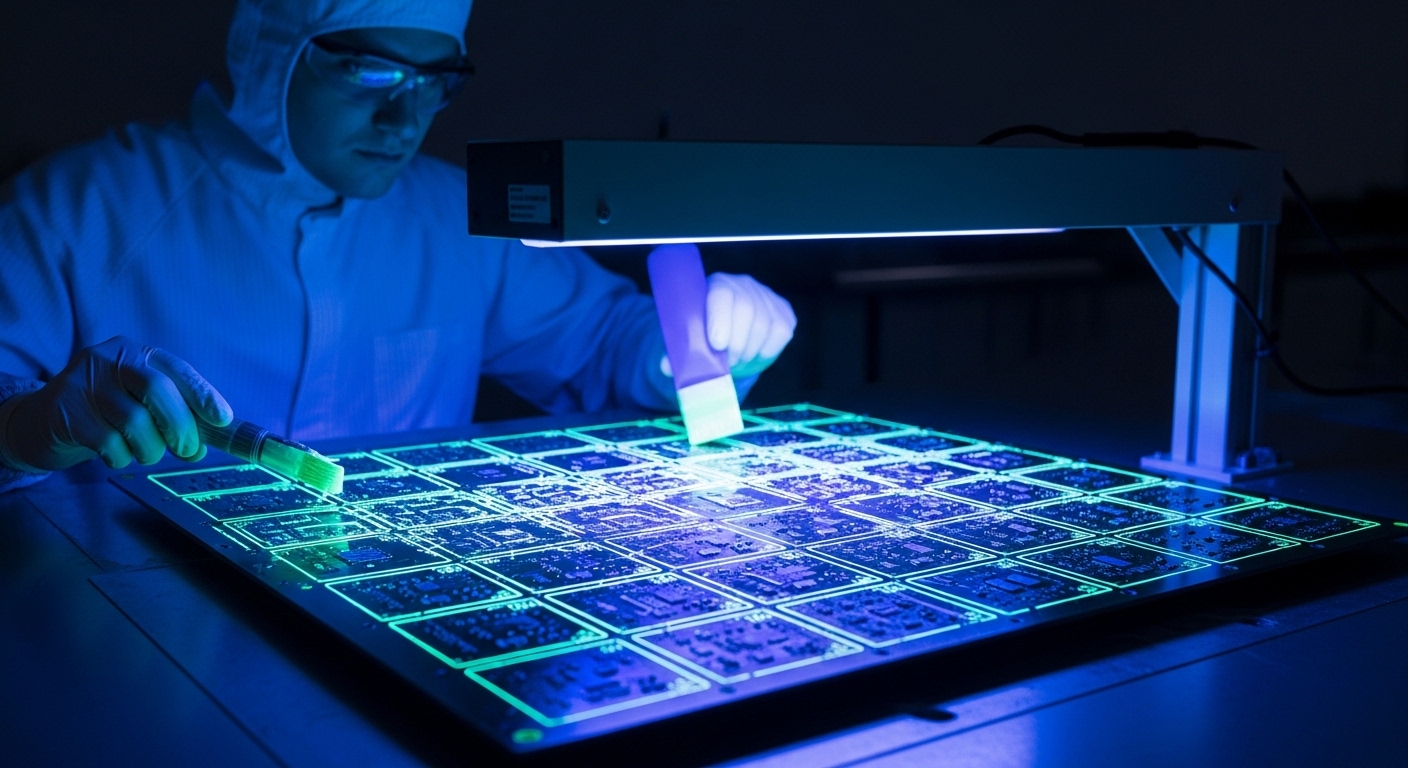
これらを防ぐための管理手法として、
まず「蛍光剤入りコーティング剤+UVランプ検査」が基本です。
UVランプ照射でコーティングの塗布状態を可視化し、
スキップやムラを目視で確認できます。
自動外観検査機(AOI)とUV照明を組み合わせれば、
全数検査の自動化も現実的です。
さらに、抜き取りで「クロスセクション分析」を行い、
コーティング厚と密着状態を確認する定期的な工程監査を組み込むことで、
長期的な工程安定性を維持できます。
参考:IPC-7711/7721「電子組立品の修理・修正」も、
コーティング再施工の基準として参照価値があります。
はんだ材料と実装工程による熱サイクル耐性の向上

防湿対策と並んで重要なのが、はんだ接合そのものの品質です。
はんだ材料と実装工程の最適化によって、
熱サイクル疲労に対する根本的な耐性が高まります。
鉛フリーはんだの疲労特性と合金選定
RoHS規制以降、鉛フリーはんだが主流となりましたが、
「すべての鉛フリーはんだが熱疲労に強い」わけではありません。
標準的なSn-3.0Ag-0.5Cu(SAC305)は、
低温側の延性に限界があり、
-40℃〜+85℃の幅広い熱サイクルでは疲労亀裂が早期に進行する場合があります。
近年では、SAC305に対してビスマス(Bi)やインジウム(In)を添加した
「高信頼性鉛フリーはんだ」が開発されています。
たとえば、Sn-Ag-Cu-Bi系合金は、
低温での延性と高温での強度のバランスを改善しており、
車載・産業機器向け用途での採用実績が増えています。
「低温はんだ(Sn-Bi系)」は融点が約138℃と低く、
熱に弱い部品への実装に有利ですが、
延性が低く衝撃・振動に弱い特性があるため、
振動環境での使用には注意が必要です。
合金選定に際しては、メーカーが提供する
「熱サイクル試験データ(Coffin-Manson則に基づく疲労寿命予測)」を活用し、
設計寿命との照合を必ず行うことを推奨します。
参考:千住金属工業株式会社・日本スペリア株式会社などが
はんだ合金の信頼性データを技術資料として公開しています。
リフロープロファイル最適化で接合品質を高める
リフロー炉のプロファイルは、はんだ接合部の微細組織に直接影響します。
「冷却速度」が速すぎると、はんだ内部に引張残留応力が発生しやすく、
熱サイクルの初期に亀裂が入りやすくなります。
一般的には2〜4℃/秒の冷却速度が推奨されますが、
合金種別・部品の質量・基板レイアウトによって最適値は変わります。
「ピーク温度」は合金の融点に対して適切な余裕(通常+20〜30℃)が必要です。
温度不足では未溶融ではんだが残り、
温度過多では酸化促進・部品損傷リスクが高まります。
「ソーク時間(プリヒート)」は、基板全体の温度均一化に重要です。
温度均一化が不十分だと、実装エリアによってピーク温度にばらつきが生じ、
接合品質が安定しません。
大型基板・高密度実装ほどソーク時間を長めに設定し、
基板全体の温度分布が±5℃以内に収まることを確認します。
この最適化作業には、「プロファイルロガー(熱電対付き)」を基板に取り付けた
「プロファイル採取」が必須です。
実際の基板上でのリアルタイム温度データを取得せず、
炉の設定値だけで管理している現場は、潜在的なリスクを抱えています。
BGA・QFNなどの大型部品への追加対策
BGA(ボールグリッドアレイ)やQFN(クワッドフラットノーリード)は、
はんだ接合部が外部から目視確認できないため、
熱サイクル後の接合不良が発見しにくい部品です。
BGAの接合品質確認には「X線検査(AXI)」が必須であり、
量産ラインでは抜き取りX線を工程管理に組み込むことが標準的です。
熱サイクル対策として、BGAには「アンダーフィル充填」が最も効果的ですが、
充填可否はBGAのピッチと基板間ギャップに依存します。
ピッチが0.5mm以下の微細BGAでは、
毛細管現象によるアンダーフィル流入が困難になる場合があり、
充填材の粘度と流動性を事前に確認する必要があります。
QFNについては、リード端面のはんだフィレット形成が、
接合品質の目視確認において重要な指標です。
フィレット高さが熱サイクル後に消失・縮小している場合、
接合疲労が進行しているサインです。
定期的な外観検査と抜き取り破断解析(断面観察)を組み合わせることで、
フィールド故障の前に劣化傾向を把握できます。
信頼性検証:IEC規格と実環境試験の組み合わせ
設計・材料・工程の改善を施した基板が、
「本当に屋外で長持ちするか」を確認するのが信頼性検証です。
規格試験だけに頼るのは危険で、実環境の複合ストレスとの組み合わせ評価が不可欠です。
IEC 62109・IEC 61215が要求する環境試験
太陽光発電システムに関連する主要なIEC規格には、
以下の環境試験が含まれます。
「IEC 62109-1/-2」は、太陽光発電用パワーコンバーターの安全要求事項であり、
温度・湿度・振動・衝撃に関する試験が規定されています。
「IEC 61215」は太陽電池モジュール向けですが、
システム全体の長期信頼性評価の参照フレームとして広く用いられています。
「IEC 60068シリーズ」は環境試験の基本規格群であり、
温度サイクル(IEC 60068-2-14)、恒温恒湿(IEC 60068-2-78)、
塩水噴霧(IEC 60068-2-11)など、個別ストレス試験の条件が規定されています。
これらの規格試験はあくまで「最低基準のパスポート」です。
規格をクリアしても、実際の設置環境でのストレスレベルが
試験条件を上回る場合は、早期故障のリスクが残ります。
たとえば、沖縄や九州南部の沿岸地域では、
塩害・高温・高湿の複合環境が日常的であり、
IEC標準試験条件よりも実環境ストレスが厳しくなります。
このギャップを埋めるために、設置地域の気候データ(年間最高気温・湿度・塩分量)を
設計インプットとして取り込んだ「サイト固有の加速試験」を設計することが重要です。
参考:IEC公式サイト
IEC – International Electrotechnical Commission
加速試験(HALT/HASS)の設計への活かし方
HALT(高加速寿命試験)は、製品の設計上の弱点を短期間で洗い出す手法です。
温度・振動を通常の使用環境を大幅に超えた条件に設定し、
故障モードを意図的に誘発します。
「故障させることが目的」というHALTの思想は、
従来の試験観に慣れたエンジニアには最初は違和感を覚えるかもしれません。
しかし、設計段階で故障させ弱点を特定することが、
量産後のフィールド故障を未然に防ぐ最も効率的な手段です。
HASS(高加速ストレススクリーニング)は量産品を対象とし、
製造バラツキや潜在欠陥を出荷前に取り除く工程スクリーニングです。
HALTとHASSの組み合わせにより、
「設計由来の弱点」と「製造由来の潜在欠陥」を区別して対処できます。
実際の現場では、HALT/HASSを導入した後に
「年間のフィールド不良率が30〜50%改善された」という事例が複数報告されており、
初期投資対効果は非常に高い手法です。
参考:Qualmark(HALT/HASS試験機メーカー)の技術情報
Qualmark – HALT/HASS
フィールドデータと故障モード分析(FMEA)の連携
実際のフィールドから収集した故障データを、
FMEA(故障モード影響解析)にフィードバックする仕組みが、
継続的な信頼性改善の基盤です。
FMEAは設計段階で「潜在的な故障モード」を洗い出し、
発生頻度・影響度・検出難易度をスコアリング(RPN値)する手法です。
しかし、設計段階のFMEAは仮定に基づく部分が多く、
フィールドでの実際の故障傾向と乖離することがあります。
そこで、フィールド故障の「モード・部位・発生時期」を体系的に記録し、
FMEAのデータベースを定期的に更新する運用を確立することが重要です。
これにより、次世代モデルの設計へのフィードバックが具体的なデータに基づいたものとなり、
経験と勘だけに頼らない「データドリブンな品質改善サイクル」が回り始めます。
コストと信頼性のトレードオフを制する実践的判断軸
ここまで解説した対策はすべて重要ですが、
「すべてを最高水準で実施する」ことが常に最適解ではありません。
設置環境・用途・ビジネスモデルに応じた「最適な対策レベルの選択」が、
エンジニアとして本当に求められる判断です。
対策レベルのグレード分けと適用事例
対策レベルを「グレード1〜3」に整理します。
「グレード1(スタンダード)」は、内陸部・温暖地域での住宅用システムに適しています。
高Tg FR-4基板、SAC305はんだ、シリコーン系コンフォーマルコーティング単層が基本構成です。
IEC 62109の標準試験をクリアすることを目標とします。
「グレード2(エンハンスト)」は、沿岸部・高温多湿地域、または産業・農業用の大型システムに対応します。
高Tg FR-4またはIMSの部分採用、SAC305+Bi添加合金はんだ、
シリコーン+ポリウレタンの二層コーティング、
パワーデバイス部へのアンダーフィル充填が追加されます。
HALT評価による設計マージンの確認を推奨します。
「グレード3(ハイリライアビリティ)」は、
洋上・塩害重篤地域、または高圧・大電力システムへの適用です。
IMS全面採用または特殊積層構造、高信頼性鉛フリーはんだ(Bi/In添加系)、
完全ポッティングまたは三層コーティング、
全数X線検査とHASS工程スクリーニングを組み合わせます。
IEC試験条件を超えたサイト固有の加速試験を実施し、
設計寿命25年を目標とします。
このグレード分けは絶対的なものではなく、
プロジェクトの収益モデル(FIT期間・保証年数・メンテナンスコスト)と
照らし合わせて調整することが実務では必要です。
外注・調達先への要求仕様の伝え方
グレードが決まったら、それを外注先・調達先に正確に伝えることが不可欠です。
「信頼性の高い基板を作ってほしい」という曖昧な要求では、
製造委託先は何も変えられません。
要求仕様書(技術仕様書・購買規格書)に明記すべき項目を整理します。
まず「基板材料規格」として、使用するベース材料(グレード・Tg値・IPC規格番号)を明記します。
次に「はんだ合金」として、合金組成・IPC J-STD規格・鉛フリー適合の確認方法を指定します。
「コーティング仕様」では、使用材料名・塗布厚・塗布範囲(マスキング箇所を図面で示す)・検査方法を明記します。
「工程管理記録」として、リフロープロファイルの記録保存、AOI・X線検査の実施と記録保持を要求します。
「受入検査基準」として、コーティング蛍光検査の合否基準、はんだフィレットのIPC-A-610クラス(Class 2またはClass 3)を明示します。
こうした仕様書は、品質トラブルが発生した際の原因遡及と責任分担を明確にするためにも必要であり、
サプライチェーン全体の品質レベルを底上げする効果があります。
参考:IPC-A-610「電子組立品の受入基準」
IPC-A-610
FAQ:よくある質問
Q1. コンフォーマルコーティングは屋外設置の全基板に必須ですか?
屋外設置用パワーコンディショナに組み込まれる電子基板であれば、
コンフォーマルコーティングは実質的に必須と考えてください。
「筐体のIP保護等級が高いから不要」という判断は誤りです。
筐体の密封は経年でガスケットが劣化し、
長期的には水分・腐食ガスの侵入を完全には防げません。
基板レベルでの防護が、システム全体の最終防衛線です。
Q2. 熱サイクル試験の回数はどれくらいを目標にすべきですか?
設計寿命20年・1日1サイクルを想定すると、7,300サイクルが目安です。
ただし、加速試験では温度変化幅を広げ(例:-40℃〜+85℃を-55℃〜+125℃に拡大)、
サイクル数を削減(数百〜千サイクル)して同等の疲労蓄積を再現します。
加速係数の計算にはCoffin-Manson則を使用し、
実環境とのサイクル対応を明確にすることが重要です。
Q3. 鉛フリーはんだよりも有鉛はんだの方が熱サイクルに強いですか?
熱疲労特性という観点では、有鉛はんだ(Sn-37Pb)は鉛フリーよりも
延性が高く疲労寿命が長いとされています。
ただし、RoHS規制下では有鉛はんだの使用は原則として禁止されており、
特定免除品目(医療・防衛・宇宙など)を除いて採用できません。
産業用途での代替として、Bi・In添加の高信頼性鉛フリーはんだが開発されており、
有鉛に近い疲労特性を持つ製品も市場に存在します。
Q4. アンダーフィルを後から注入することはできますか?
リフロー実装後の後注入(キャピラリーアンダーフィル)は可能です。
ただし、充填前に基板の完全な洗浄と乾燥が必要であり、
フラックス残渣や吸湿が残った状態での充填は
アンダーフィル内部に気泡・空洞を生じさせ、
かえって信頼性を低下させるリスクがあります。
後注入を行う場合は、洗浄工程の確立と充填条件の事前評価が必須です。
Q5. 防湿対策をしたのに基板が腐食しました。なぜですか?
最も多い原因は「コーティングの塗布漏れ(スキップ)」と「コネクタ・スルーホール端面の未処理」です。
コネクタ嵌合部やスルーホール内壁はコーティングが届きにくく、
ここが腐食の入口になるケースが多く見られます。
また、コーティング前のフラックス洗浄が不十分だった場合、
フラックス残渣がコーティング下で吸湿・腐食を進行させます。
コーティング施工前の洗浄と、施工後のUV検査・断面確認を
工程管理に組み込むことで、こうした問題の大半は防止できます。
Q6. 電解コンデンサの寿命管理はどうすればよいですか?
電解コンデンサの寿命は定格温度と実動作温度の差に強く依存します。
メーカーのデータシートに記載された「基準温度での定格寿命」をベースに、
アレニウス則(10℃上昇で寿命半減)を適用して、
実使用温度での推定寿命を計算してください。
たとえば、105℃品で定格寿命5,000時間のコンデンサを
実温度85℃で使用した場合、推定寿命は20,000時間(約2.3年)になります。
設計目標寿命(20年=175,200時間)を考えると、
電解コンデンサを温度的に余裕ある環境で使用すること、
またはフィルムコンデンサ・タンタルコンデンサへの置き換えを
積極的に検討する必要があります。
Q7. 小規模メーカーでもHALT/HASSは実施できますか?
自社での試験機保有は初期投資が大きいですが、
試験機を持つ外部試験機関や受託試験会社へのアウトソーシングで対応できます。
国内でもHALT/HASS対応の試験機関は複数存在しており、
試作品段階でのHALT評価を外部委託するだけでも、
設計上の弱点を早期に発見する大きな効果があります。
まとめ
太陽光パワーコンディショナ基板の屋外長寿命化は、
単一の対策で実現できるものではありません。
設計・材料・工程・検証の4つの軸が有機的に連携して、
初めて「20年以上の信頼性」が現実のものになります。
この記事で解説した内容を振り返ります。
屋外環境は「温度・湿度・UV・塩害」の複合ストレスが基板に作用し、
その中でも「熱サイクルによるはんだ疲労」と「デューポイント結露による腐食」が
主要な故障メカニズムです。
設計段階では、高Tg基板材料の選定、ランドパターンの応力緩和設計、
部品配置と気流設計による熱管理が長寿命化の土台を作ります。
防湿対策では、シリコーン系コンフォーマルコーティングを基本とし、
用途と環境に応じてポッティング・アンダーフィルを組み合わせます。
はんだ工程では、合金選定・リフロープロファイル最適化・大型部品への追加対策が
熱サイクル耐性を左右します。
信頼性検証では、IEC規格試験に加えてHALT/HASSと
フィールドデータフィードバックを組み合わせることが、
真の意味での「実環境信頼性」の保証につながります。
そして、これらすべての対策を「設置環境とビジネスモデルに合わせたグレード」で実施し、
外注先・調達先に明確な要求仕様として伝えることが、
サプライチェーン全体の品質を確保するための実践的な最終ステップです。
屋外で何年も黙って電力を生み出し続けるパワーコンディショナは、
設計者と製造者の「見えない努力」によって支えられています。
このガイドが、その努力の質を高める一助となれば幸いです。




