






はじめに
スマートウォッチ、完全ワイヤレスイヤホン(TWS)、スマートグラス、そして最新のスマートリング。
私たちの生活には、身体に装着する「ウェアラブルデバイス」が溢れています。
これらは年々、より小さく、より長時間動作し、より多機能になっています。
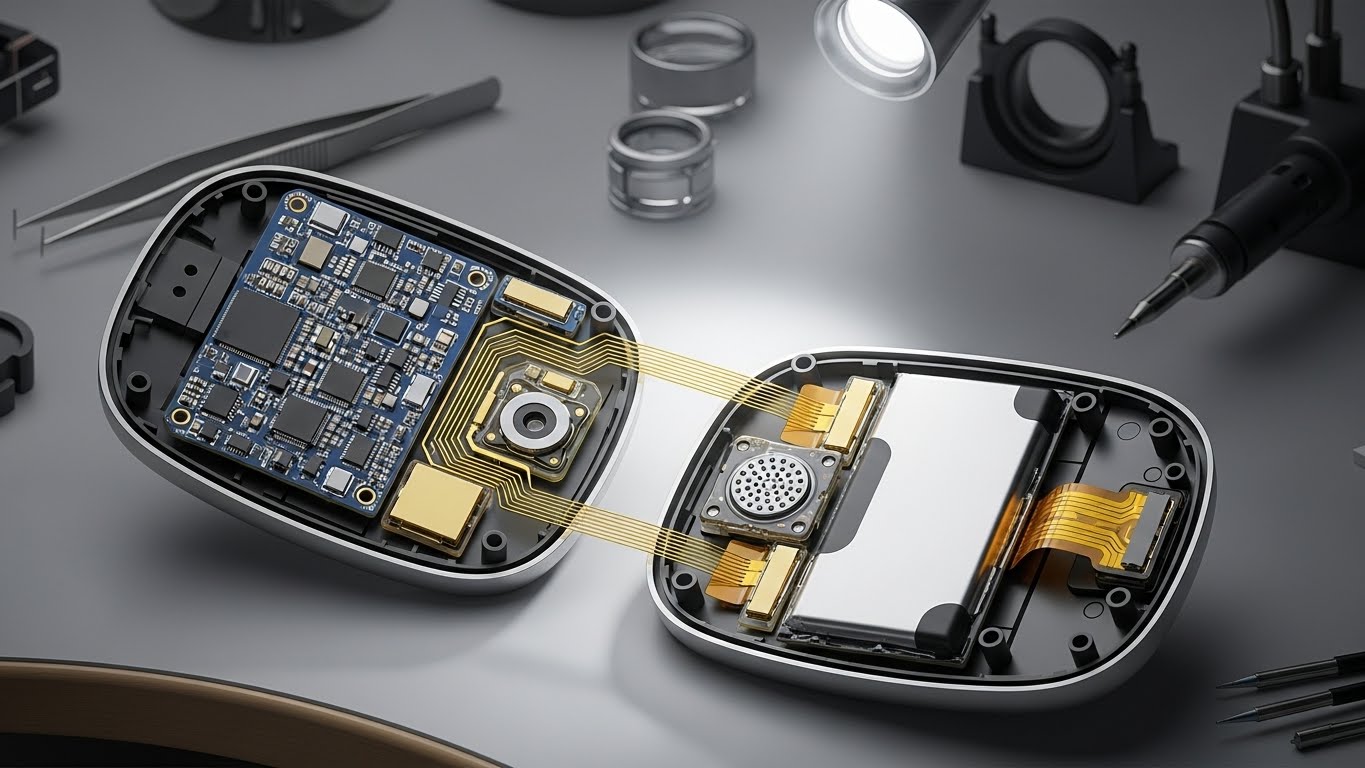
しかし、筐体を開けて中身を見たことがある人は少ないでしょう。
そこには、製造技術の粋を集めた「小宇宙」が広がっています。
なぜ、あんなに小さなスペースにバッテリー、プロセッサ、センサー、通信アンテナをすべて詰め込むことができるのでしょうか。
その秘密は「実装技術(Assembly Technology)」の進化にあります。
本記事ではウェアラブルデバイスを支える「超小型・高密度実装」の世界を徹底解説します。
単なるガジェットの紹介ではなく、その裏側にあるエンジニアリングの極意を知ることで、手元のデバイスが持つ真の価値を理解できるようになるでしょう。
ウェアラブルデバイス実装とは:定義と重要性

まず、言葉の定義と、なぜこの技術が重要なのかという背景から解説します。
実装技術(Jisso)の定義
電子機器製造における「実装」とは、プリント基板(PCB)の上に、ICチップ、抵抗、コンデンサなどの電子部品を配置し、はんだ付けをして電気的に接続する工程を指します。
これを専門的にはSMT(Surface Mount Technology:表面実装技術)と呼びます。
ウェアラブル特有の「制約」
スマートフォンとウェアラブルデバイスの最大の違いは、物理的なスペースと形状の制約です。
- 極小スペース: スマートリングやイヤホンには、数ミリ単位の余白も許されません。
- 複雑な形状: 人間の身体にフィットさせるため、基板は平らではなく、曲面であったり、折り畳まれていたりする必要があります。
- 過酷な環境: 落下時の衝撃、汗や雨による水分、体温による熱など、通常の家電よりも厳しい耐久性が求められます。
なぜ高密度実装が重要なのか
デバイスの小型化が進む一方で、消費者が求める機能(ヘルスケア計測、GPS、ハイレゾ再生など)は増え続けています。
機能が増えれば部品点数も増えます。
さらに、最大の容積を占めるのは「バッテリー」です。
つまり、電子回路部分を極限まで小さく凝縮しなければ、十分な容量のバッテリーを搭載できず、実用的な稼働時間を確保できないのです。
この「バッテリースペース確保のための戦い」こそが、高密度実装技術を進化させる最大の原動力です。
具体的な仕組み:極小空間を攻略する技術

ここでは、どのようにして超小型化を実現しているのか、その具体的なメカニズムを図解的に文章で詳述します。
1. SiP(System in Package)によるモジュール化
かつては、CPU、メモリ、通信チップ、センサーをそれぞれ個別の部品として基板に並べていました。
しかし、これでは場所を取りすぎます。
そこで採用されているのがSiPという技術です。
- 仕組み: SiPは、複数の異なるチップ(LSI)や受動部品を、ひとつのパッケージ(封止)の中にまとめてしまう技術です。あたかも「幕の内弁当」のように、一つの箱の中に必要な具材をすべて詰め込み、外から見ると「1つの黒いチップ」に見えるように加工します。
- メリット: 配線距離が短くなるため、電力消費が減り、処理速度が向上します。また、実装面積を劇的に(場合によっては従来の半分以下に)縮小できます。Apple Watchの「Sシリーズ」チップなどが代表例です。
2. フレキシブル基板(FPC)とリジッドフレキシブル基板
ウェアラブルデバイスは、四角い硬い板(リジッド基板)だけでは作れません。
- FPC(フレキシブルプリント基板): ポリイミドなどの薄いフィルム状の絶縁体を使った、自由に曲がる基板です。これを折り紙のように折り畳んで筐体に収納します。
- リジッドフレキシブル基板: 硬い基板(部品の実装が安定する)と柔らかい基板(曲がる)を一体化させた構造です。例えば、硬い部分にCPUを載せ、柔らかい部分でバッテリーの裏側を回してセンサーにつなぐ、といった3次元的な配線が可能になります。
3. 部品サイズの極小化(0603から0201へ)
実装される電子部品(抵抗やコンデンサ)のサイズも、肉眼ではホコリにしか見えないレベルまで小さくなっています。
- 1005サイズ: 1.0mm × 0.5mm。かつての主流ですが、ウェアラブルでは「大きすぎる」とされます。
- 0603サイズ: 0.6mm × 0.3mm。現在のスマートフォンの主力サイズです。
- 0402サイズ: 0.4mm × 0.2mm。高機能ウェアラブルで多用されます。
- 0201サイズ: 0.25mm × 0.125mm。最先端のモジュール内で使用される、極小サイズです。
この「0201」サイズになると、静電気で部品が飛んでしまったり、わずかな空気の流れで位置がずれたりするため、製造難易度が跳ね上がります。
4. 三次元実装とPoP(Package on Package)
平面方向のスペースがない場合、ビルを建てるように上に積み上げます。
PoP技術では、CPUのパッケージの上に、メモリのパッケージを直接重ねてはんだ付けします。
これにより、基板上の占有面積はCPU分だけで済み、メモリ分のスペースを節約できます。
作業の具体的な流れ:製造現場のステップ
では、実際に工場ではどのようにしてこれらを組み立てているのでしょうか。
一般的なSMTラインの工程を、ウェアラブル特有の注意点とともに5つのステップで解説します。
ステップ1:高精度はんだ印刷(Solder Paste Printing)
基板上の電極部分に、クリーム状のはんだ(ソルダーペースト)を塗布します。
ステンシル(メタルマスク)と呼ばれる金属の板に穴が開いており、その上からヘラ(スキージ)ではんだを延ばして穴に充填します。
ウェアラブルの場合、隣り合う電極の間隔が0.2mm以下ということも珍しくありません。
わずかでも印刷が滲めばショート(短絡)するため、ミクロン単位の印刷位置合わせ精度と、特殊な微細粉末を使ったはんだペーストが使用されます。
ステップ2:高速・高精度マウンターによる搭載(Chip Mounting)
表面実装機(マウンター)と呼ばれるロボットが、リールから供給される電子部品をノズルで吸着し、基板の上に置いていきます。 0402サイズのような極小部品を吸着するため、ノズルの管理は極めて重要です。また、搭載スピードも秒間数十個という高速さですが、画像認識カメラで部品の姿勢や位置ズレを瞬時に補正しながら搭載しています。
ステップ3:リフロー炉によるはんだ付け(Reflow Soldering)
部品が乗った基板を、ベルトコンベア式の巨大なオーブン(リフロー炉)に通します。
炉の中はいくつかのゾーンに分かれており、徐々に温度を上げていきます。
- 予熱: 基板と部品を温める。
- 本加熱: 240度〜250度前後まで上げ、はんだを溶かす。
- 冷却: はんだを固める。
ウェアラブルデバイスの実装では、酸化を防いで濡れ性(はんだの広がりやすさ)を良くするために、炉内を窒素(N2)で充満させる「窒素リフロー」が一般的です。
ステップ4:アンダーフィルとポッティング(Underfill & Potting)
ここがウェアラブルデバイスの寿命を左右する重要な工程です。
はんだ付けが終わっただけでは、落下時の衝撃でICチップのはんだボールに亀裂が入ったり、汗が入り込んで腐食したりします。
それを防ぐため、以下の樹脂加工を行います。
- アンダーフィル: BGA(Ball Grid Array)と呼ばれる端子が底面にあるICと基板の隙間に、液状の樹脂を流し込み硬化させます。これにより、接続強度が飛躍的に高まります。
- ポッティング(コンフォーマルコーティング): 基板全体、あるいは特定の防水が必要なエリアを樹脂で覆います。これにより完全な防水・防塵性能を持たせます。
ステップ5:検査(AOI & X-ray Inspection)
最後に検査を行います。
- AOI(自動外観検査機): カメラで撮影し、部品の欠品やズレ、はんだの形状をAIやアルゴリズムで判定します。
- X線検査: BGAやCSP(Chip Size Package)のように、接続部が部品の下に隠れて見えない箇所は、X線を透過させてはんだの状態(気泡の有無やショートの有無)を確認します。これは医療用レントゲンと同じ原理ですが、より高解像度です。
最新の技術トレンドと将来性
ウェアラブルの実装技術は現在進行形で進化しています。
今後のトレンドを紹介します。
ストレッチャブル・エレクトロニクス(伸縮性回路)
現在、最も注目されているのが「伸び縮みする基板」です。
ポリウレタンなどのゴムのような素材に、波打つ形状(サーペンタイン構造)の配線を形成したり、導電性のインクを使ったりすることで、皮膚の伸縮に合わせて伸びる回路が実現しつつあります。
これが実用化されれば、絆創膏型のヘルスケアデバイスや、スポーツウェア一体型のセンサーがより自然な形で作れるようになります。
環境配慮型実装(低温はんだ)
SDGsの観点から、エネルギー消費を抑える技術もトレンドです。
従来よりも低い温度(例えば140度〜170度程度)で溶ける特殊なはんだ合金(スズ-ビスマス系など)を使用することで、リフロー炉の消費電力を削減し、熱に弱いバイオプラスチックなどの新素材を基板に採用できるようにする研究が進んでいます。
FOWLP(Fan-Out Wafer Level Packaging)の普及
これは半導体パッケージング技術の最先端です。
基板を使わずに、シリコンウェハーのプロセスで直接配線を形成し、パッケージを作る技術です。
これにより、従来の基板実装よりもさらに薄く、電気特性の良いデバイスが作れます。
これまではハイエンドスマートフォン向けでしたが、今後は高機能なARグラスなどへの転用が進むでしょう。
よくある質問(FAQ)
読者の皆様が抱きがちな疑問について、専門的な視点から回答します。
Q1: ウェアラブルデバイスはなぜ修理が難しいのですか?
A: 高密度実装と樹脂封止が理由です。
記事内で解説した通り、部品同士の間隔は髪の毛ほどしかなく、手作業での交換はほぼ不可能です。
また、防水性と耐衝撃性を高めるために、内部が強力な接着剤や樹脂(アンダーフィル・ポッティング)で固められていることが多いです。
分解しようとするとケースが破損したり、基板の配線が樹脂と一緒に剥がれたりするため、非破壊での分解・修理が極めて困難な構造になっています。
Q2: 激安のスマートウォッチと高級機では、中身の実装品質も違いますか?
A: 大きく異なります。
高級機はSiP技術を駆使して基板を極小化し、空いたスペースに大容量バッテリーや高精度センサーを搭載しています。
また、基板の表面処理(金メッキなど)や防水コーティングのグレードも高いものが使われます。
一方、激安製品は、汎用的な(少し大きめの)部品を使い、従来の安価な基板製造プロセスで作られることが多いため、筐体が分厚くなったり、センサー精度やバッテリー持ち、耐久性で劣ったりする傾向があります。
Q3: 「日本製」のウェアラブルデバイスが少ないのはなぜですか?
A: サプライチェーンと投資規模の問題です。
超高密度実装を行うには、最新鋭の設備投資と、数百万台単位での大量生産によるコスト回収が必要です。
現在、この分野のエコシステム(部品供給から組み立てまで)は、中国や東南アジア(ベトナムなど)に集中しています。
しかし、キーとなる電子部品(積層セラミックコンデンサや小型モータ、バッテリー保護ICなど)や、製造装置(マウンター、検査機)においては、日本企業が高いシェアと技術力を持っています。
「完成品」としての日本製は少なくても、「日本の技術」なしにはウェアラブルデバイスは作れません。




