ウェアラブルデバイスの開発に携わったことがある方なら、きっとこんな経験があるはずです。
試作段階では問題なく動いていたのに、量産直前になって基板のクラックが多発した。
皮膚に触れる部分の素材を何となく選んでいたら、認証審査で「皮膚安全性の証明が不十分」と指摘された。
コイン電池のホルダーが接触不良を起こして、フィールドクレームが止まらなくなった。
これらはすべて、ウェアラブルデバイス特有の「三重制約」——小型・薄型・柔軟性——を意識しないまま設計を進めたときに起こる、典型的な失敗パターンです。
ウェアラブル基板の設計は、従来の産業機器や民生電子機器の実装とは根本的にアプローチが異なります。
人体に装着するという事実が、機械的設計・電気的設計・材料選定・規格対応のすべての次元に影響を及ぼすからです。
この記事では、フレキシブル基板の実装設計、小型電池接続の安全対策、皮膚接触安全性の確保という三つの柱を中心に、現場の経験に基づいた具体的な設計要点を体系的に解説します。
試作から量産移行まで、確実に使える知識をお届けします。
1. ウェアラブルデバイス基板実装が難しい本当の理由
ウェアラブルデバイスの基板実装が難しいのは、単に「小さいから」ではありません。
設計上の制約が互いにトレードオフの関係にあり、一つを満たすと別の要件が崩れるという構造的な問題があります。
小型・薄型・柔軟性という三重制約
スマートウォッチ、医療用パッチ、フィットネストラッカー——これらのデバイスは共通して「小型であること」「薄いこと」「ある程度柔軟であること(または装着時の変形に耐えること)」を要求されます。
ところが、この三つを同時に達成しようとすると、基板設計の自由度が著しく狭まります。
小型化のためにコンポーネントを密集配置すると、熱の逃げ場がなくなります。
薄型化のために基板層数を減らすと、電源・グラウンドプレーンが不十分になり、ノイズ耐性が落ちます。
柔軟性を持たせるためにフレキシブル基板を採用すると、はんだ接合部への機械的ストレスが増大し、クラックリスクが上がります。
これらのトレードオフをどこで折り合いをつけるかが、設計者の力量の見せどころです。
製品の用途(医療用か民生用か)、装着部位(手首か胸部か指先か)、使用環境(防水性能・温度範囲)によって最適解は変わります。
設計の初期段階でこのトレードオフを明示的に議論し、チーム全体で優先順位を合意することが、後工程の手戻りを防ぐ最大の防衛策です。
量産設計と試作設計のギャップ
ウェアラブルデバイスの開発で最も多い失敗パターンの一つが、試作段階で動作確認を取ったあと、そのまま量産に移行しようとして大量不良を出すケースです。
試作では、熟練した技術者が手作業でリードを修正したり、接合部を補強したりしています。
しかし量産ラインでは、そのような個別対応は不可能です。
フレキの曲げ位置が設計図より数ミリずれても自動挿入機が対応できるか、リフロー炉の温度プロファイルが電池コネクタに悪影響を与えないか、皮膚接触面のコーティングが自動塗布で均一に仕上がるか——これらをすべて量産前に検証しておかなければなりません。
DFM(Design for Manufacturability:製造性設計)の観点を試作段階から意識することが、ウェアラブル基板実装の成否を大きく左右します。
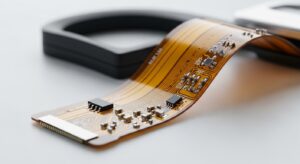
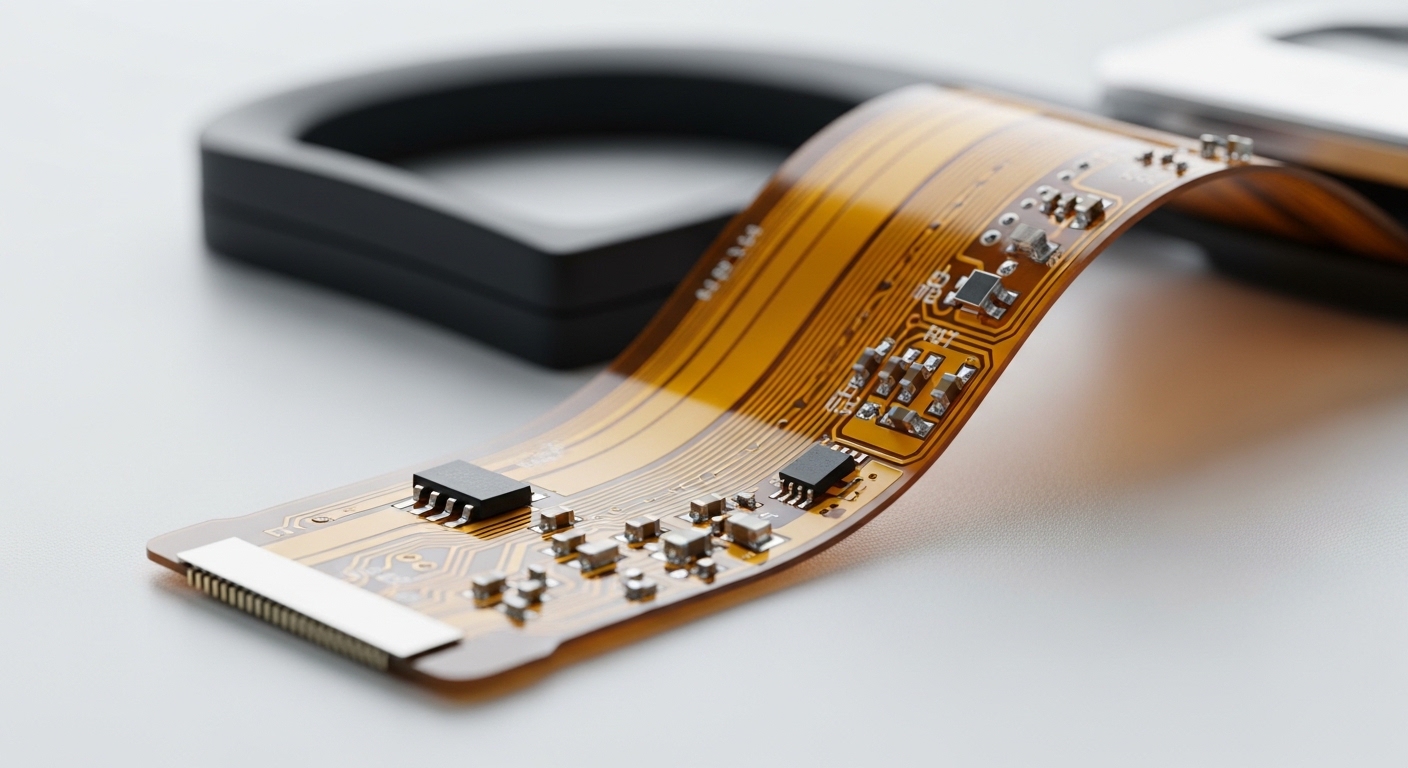
2. フレキシブル基板(フレキ)実装の設計要点
ウェアラブルデバイスにフレキシブル基板(以下、フレキ)を採用する最大の理由は、限られたスペースに基板を三次元的に配置できること、そして装着時の変形に対する高い追従性です。
ただし、フレキには固有の設計ルールがあり、それを無視すると量産での信頼性が著しく低下します。
フレキの種類と選定基準(片面・両面・多層)
フレキシブル基板は、導体層の数によって大きく片面・両面・多層に分類されます。
片面フレキは、最も薄く、最も柔軟性が高く、コストも低い選択肢です。
単純な配線引き回しや、センサーと処理基板をつなぐ「ケーブル代替」用途に適しています。
両面フレキは、表裏に配線層を持ち、より複雑な回路を実装できます。
ただし、スルーホールの信頼性確保のため、フレキ専用の積層プロセスが必要であり、コストは片面の1.5〜2倍程度になります。
多層フレキは、4層以上の構成を持ち、高密度実装に対応できます。
医療用モニタリングデバイスやスマートウォッチのメイン基板など、複雑な回路を薄い形状に収める必要がある場合に選択します。
コストは高くなりますが、リジッド基板と同等の実装密度を実現できます。
選定の基本的な考え方は次のとおりです。
「繰り返し曲げ(Dynamic Flex)が必要か」「一度折り曲げて固定するだけか(Static Flex)」「実装するICの数と密度はどの程度か」——この三点を明確にすることで、最適な種類が絞り込まれます。
繰り返し曲げが必要な用途(スマートウォッチのリストバンド可動部など)では、片面フレキを選択し、曲げ部位には一切部品を実装しないことが鉄則です。
ベンド半径と折り曲げ耐久性の設計ルール
フレキの設計で最も重要なパラメータの一つが、「最小ベンド半径」です。
ベンド半径が小さすぎると、銅箔層に引張応力が集中し、クラックや断線を引き起こします。
一般的なガイドラインとして、動的用途(繰り返し曲げ)では基板厚さの10倍以上、静的用途(一度だけ折り曲げる)では基板厚さの6倍以上のベンド半径を確保することが推奨されています。
たとえば、基板厚さが0.1mmのフレキであれば、動的用途では最小ベンド半径1mm以上、静的用途では0.6mm以上が目安となります。
ただし、これはあくまで最低基準であり、実際の量産では余裕を持った設計(動的用途で15〜20倍程度)を推奨します。
また、曲げ部位の銅箔パターンは、曲げ方向に対して垂直(直角)に走らせることが基本です。
斜め方向や並行方向に配線を走らせると、曲げ応力が集中しやすくなります。
曲げ方向に対して配線が平行になる場合は、パターン幅を広げるか、ティアドロップ形状で接続することで、応力集中を緩和できます。
リジフレ設計(リジッド+フレキ)の活用戦略
リジッドフレキ(リジフレ)は、リジッド部とフレキ部を一体化した基板で、ウェアラブルデバイスの高密度実装と柔軟な形状設計を両立させる強力な選択肢です。
リジフレの最大のメリットは、コネクタやハーネスを排除できることです。
コネクタは機械的な弱点であり、振動・衝撃・湿気に対して接触不良を起こしやすい箇所です。
リジフレを採用することで、この弱点を根本から取り除けます。
たとえば、スマートウォッチでは、文字盤側のリジッド部(メインボード)と、リストバンド内部に埋め込むセンサー基板をリジフレでつなぐ設計が有効です。
コネクタを排除することで、防水性能の確保も容易になります。
一方、リジフレにはデメリットもあります。
コストがリジッド基板単体に比べて2〜4倍程度になること、設計変更時に基板全体を作り直す必要があること、製造リードタイムが長くなることです。
試作初期はリジッド基板+コネクタで機能検証を行い、量産設計でリジフレに移行するというアプローチが、コストと開発リスクのバランスとして現実的です。
はんだ接合部のクラック対策と補強設計
フレキ基板上のはんだ接合部は、装着時の変形や日常的な衝撃によって繰り返し機械的ストレスを受けます。
この応力がランドとパターンの境界(ヒール部)に集中し、長期使用でクラックが発生するのが、フレキ実装の典型的な不良メカニズムです。
対策の第一は「アンダーフィル材の適用」です。
ICやチップ部品の下にエポキシ系のアンダーフィル材を充填することで、はんだ接合部への機械的ストレスを大幅に低減できます。
ウェアラブル向けには、柔軟性を持つフレキシブルアンダーフィルの採用を強く推奨します。
硬質なアンダーフィルは、フレキ自体の変形を阻害し、かえって基板破損を招くことがあります。
対策の第二は「ストレインリリーフ設計」です。
フレキとリジッド部の境界には、必ずストレインリリーフを設けます。
補強板(ステンレスや厚みのあるポリイミド)をフレキの裏面に貼り付け、曲げ応力が接合部に集中しないようにします。
補強板の端部は角を丸める(Rをつける)か、ベベル加工することで、局所的な応力集中を防ぎます。
フレキ実装時のリフロー・手はんだのポイント
フレキ基板のリフローは、リジッド基板と同じプロファイルをそのまま適用してはいけません。
フレキ基板はポリイミド(PI)フィルムを基材としており、熱膨張係数(CTE)がリジッド基板のFR-4と異なります。
また、フレキ自体が薄く軽量なため、リフロー炉内で基板が浮き上がったり、変形したりすることがあります。
これを防ぐために、専用の実装治具(キャリアボード)を使用してフレキを固定した状態でリフローを行います。
治具の材質はアルミまたはステンレスが一般的で、フレキを均一に加熱できるよう設計します。
温度プロファイルについては、ピーク温度を低く抑え(250℃を超えないことが推奨)、昇温速度を緩やかにすることで、フレキへの熱ダメージを最小化します。
手はんだが必要な箇所では、フレキを固定するための粘着シートや治具を必ず使用し、コテ先の温度は320℃以下、接触時間は3秒以内を厳守します。
フレキは熱変形しやすく、過熱するとポリイミドの変色・剥離・パターンの断線が生じます。
3. 小型電池接続の設計と安全対策
ウェアラブルデバイスにとって、電池は心臓部です。
小型・軽量でありながら十分なエネルギー密度を持ち、安全性が高く、充放電サイクルに耐えられる電池と、それを確実に接続する回路設計が、製品の信頼性を大きく左右します。
コイン電池(CR2032など)の実装方式と接触抵抗管理
コイン電池(ボタン電池)は、スマートキー、医療用センサー、超低消費電力のIoTタグなど、充電不要で長期間動作させるデバイスに広く使われます。
実装方式は、表面実装型(SMD型)ホルダーと、スルーホール型ホルダーの二種類が主流です。
ウェアラブル向けには、薄型化に有利な表面実装型ホルダーを選択することが多いですが、接触信頼性の管理が重要になります。
コイン電池ホルダーで問題になりやすいのが「接触抵抗の上昇」です。
金属ばねと電池端子の間に酸化膜や異物が介在すると、接触抵抗が増大し、特に大電流パルス(BLEアドバタイズ時など)の瞬間に電圧降下が発生して、デバイスがリセットされる現象が起きます。
これを防ぐには、金メッキ(Au)処理されたホルダーを選択すること、電池交換時の脱落防止機構(ロック機構)を持つホルダーを採用することが有効です。
また、コイン電池のランド設計では、電池の重量と外力に対してホルダーが剥がれないよう、はんだランドを十分に確保し、必要に応じてホルダー側面への接着剤補強も検討します。
ウェアラブルデバイスでは落下や衝撃が日常的に発生するため、こうした機械的な保持力の設計が非常に重要です。
なお、コイン電池は基本的に充電を想定しない一次電池であり、誤って充電回路を接続しないよう、回路図上で明示的に保護素子(逆接防止ダイオード、PTC素子など)を設けることを強く推奨します。
リチウムポリマー電池(LiPo)の選定と保護回路設計
充電式ウェアラブルデバイスには、リチウムポリマー電池(LiPo)またはリチウムイオン電池が採用されます。
LiPoは形状の自由度が高く(角型・円形・L字型など)、エネルギー密度が高く、薄型化に適しているため、スマートウォッチやフィットネストラッカーに広く使われています。
LiPo選定のポイントは、容量(mAh)・形状・最大放電レート・充電温度範囲・認証取得状況の五点です。
特に「認証取得状況」は見落とされがちですが、製品として販売するためにはUL、IEC 62133、UN38.3などの認証を取得した電池を使用する必要があります。
電池単体の認証を取得していない場合、デバイス全体の安全性評価に多大なコストと時間がかかります。
保護回路については、過充電保護(4.2V以上での充電遮断)、過放電保護(2.5〜3.0V以下での放電遮断)、過電流保護(ショート検出)の三機能が最低限必要です。
これらを一つのICに集積した「バッテリー保護IC」を使用することが一般的で、代表的なICにはMPS(モノリシックパワーシステムズ)のシリーズやTexas InstrumentsのBQ系統があります。
充電ICには、USB-Cからの充電に対応したCC/CVチャージャーを選択し、最大充電電流は電池容量の0.5〜1C以下に設定することで、電池の長寿命化と安全性を両立します。
電池膨張・熱暴走リスクへの設計的対処
LiPo電池が内部でガスを発生し、膨張(スウェリング)する現象は、ウェアラブルデバイスにとって深刻な問題です。
膨張した電池は筐体を変形させ、皮膚に接触しているデバイスでは物理的な不快感や傷害を引き起こす可能性があります。
膨張の主な原因は、過充電、高温環境での使用、電池の製造不良の三つです。
設計側でできる対策として、まず「電池収容スペースに膨張余裕を設けること」が挙げられます。
電池収容部の高さを電池の公称厚さ+10〜15%程度大きく設計し、万が一膨張した場合でも基板や筐体に過度な圧力がかからないようにします。
次に「熱設計」です。
電池近傍に発熱素子(充電IC、電源管理IC)を配置すると、電池の温度が上昇し、劣化が早まります。
発熱素子はできる限り電池から離して配置し、電池と発熱源の間に熱遮断材を設けることが有効です。
さらに、熱暴走防止の観点から、電池に密着する形でNTCサーミスタを実装し、充電ICがリアルタイムで電池温度を監視して、異常温度時に充電を停止する回路構成を採用します。
IEC 62368-1などの安全規格では、こうした温度保護機能の実装が要求される場合があります。
コネクタ選定と接触信頼性の確保
ウェアラブルデバイスでは、電池と基板の接続にコネクタを使用するケースが多いですが、コネクタの選定を誤ると接触不良の温床になります。
電池コネクタには、挿抜回数(最低でも500サイクル以上)・嵌合保持力・耐振動性・防塵防水性(必要な場合)を確認した上で選定します。
JST(日本圧着端子製造)のPHシリーズやACシリーズがウェアラブル向けに広く採用されており、実績と信頼性があります。
実装時の注意点として、コネクタのピン配列と電池ケーブルの極性を必ず確認します。
LiPo電池の極性誤接続は、即座に電池の破損または発火につながります。
誤接続防止のために、コネクタの形状(誤挿入防止形状)、基板上の極性マーキング、ケーブル色の識別(赤:プラス、黒:マイナス)を徹底します。
また、電池ケーブルのストレインリリーフ処理も重要で、ケーブルが繰り返し曲げられることでコネクタ根元での断線が発生しないよう、ケーブルの引き出し経路を固定します。
充電回路設計と過充電・過放電保護
充電回路の設計は、単に電池を充電するだけでなく、電池の寿命を最大化し、安全性を確保するための総合的な設計です。
充電方式は、定電流(CC)フェーズ→定電圧(CV)フェーズの二段階充電(CC/CV充電)が標準的です。
CCフェーズでは電池容量の0.5C以下の電流で充電し、電池電圧が4.2Vに達したらCVフェーズに移行して電流を徐々に絞り、充電電流が0.05C程度まで下がったら充電完了と判定します。
過充電保護ICは4.20±0.05V以内で充電を遮断する精度が求められます。
過放電保護は、電池電圧が2.5〜3.0V(電池仕様に依存)を下回った場合に放電を遮断します。
深放電は電池の不可逆的な劣化を引き起こすため、特に長期保管時の自己放電による深放電を防ぐための「保管モード(Storage Mode)」回路を搭載することも、高品質ウェアラブルでは標準的になっています。
4. 皮膚接触安全性の確保:規格・材料・設計の三位一体
ウェアラブルデバイスの設計において、皮膚接触安全性は「後から考えればいい問題」ではありません。
製品コンセプトの段階から材料選定・設計・試験計画を一体として進めなければ、認証取得で多大なコストと時間を浪費することになります。
皮膚接触デバイスに求められる主要規格
皮膚に接触するウェアラブルデバイスに関連する主要な規格を整理します。
ISO 10993は「医療機器の生物学的評価」に関する国際規格で、デバイスが皮膚・組織・血液と接触する際の生体適合性を評価するための枠組みを定めています。
医療用ウェアラブル(血糖モニター、心電図パッチ、経皮薬物送達デバイスなど)は、この規格に基づいた生体適合性評価が必須です。
詳細については、ISOの公式ページ(https://www.iso.org/standard/68936.html)を参照してください。
IEC 60601-1は「医用電気機器の安全性」に関する規格で、電気的安全性(漏れ電流・絶縁耐圧)・機械的安全性・熱安全性をカバーします。
医療用ウェアラブルでは、この規格への適合が多くの市場(EU、米国FDA、日本の薬事承認)で要求されます。
民生向けウェアラブル(フィットネストラッカー、スマートウォッチ)の場合、ISO 10993やIEC 60601の適用は必須ではありませんが、皮膚刺激性のない素材を使うことは製品品質として当然求められます。
また、EU向け製品はREACH規制(化学物質登録・評価・認可・制限)への対応が必要であり、製品に含まれる有害物質(SVHC:高懸念物質)の管理が求められます。
REACHの詳細はECHA(欧州化学物質庁)の公式サイト(https://echa.europa.eu/regulations/reach)で確認できます。
日本国内では、電気用品安全法(PSE)が対象製品(充電器・電源を含む場合)に適用されます。
皮膚刺激性・感作性試験の概要と設計への落とし込み
ISO 10993シリーズの中で特にウェアラブルデバイスに関連する試験は、皮膚刺激性試験(ISO 10993-10)と感作性試験(ISO 10993-10)です。
皮膚刺激性試験では、デバイスまたはその構成材料を皮膚に一定時間接触させ、赤み・腫れ・かゆみなどの局所刺激反応が生じないかを評価します。
感作性試験では、繰り返し接触による遅延型アレルギー反応(接触性皮膚炎)の有無を評価します。
設計への落とし込みのポイントは、試験対象を「完成品全体」で設定するのではなく、皮膚接触部位の構成材料ごとに評価することです。
シリコーンラバー製カバー、エポキシ樹脂コーティング、金属電極など、それぞれの材料について生体適合性のデータシートや試験報告書を材料メーカーから入手し、設計早期に「合否の見通し」を立てます。
既に生体適合性試験の実績がある材料(医療グレードシリコーン、医療グレードポリウレタンなど)を採用することで、試験コストと時間を大幅に節約できます。
また、デバイスの接触時間(短期接触:24時間未満、長期接触:24時間〜30日、持続接触:30日超)によって要求される試験の厳しさが変わります。
常時装着型デバイスの場合は「長期接触」または「持続接触」に分類され、より包括的な生体適合性評価が求められます。
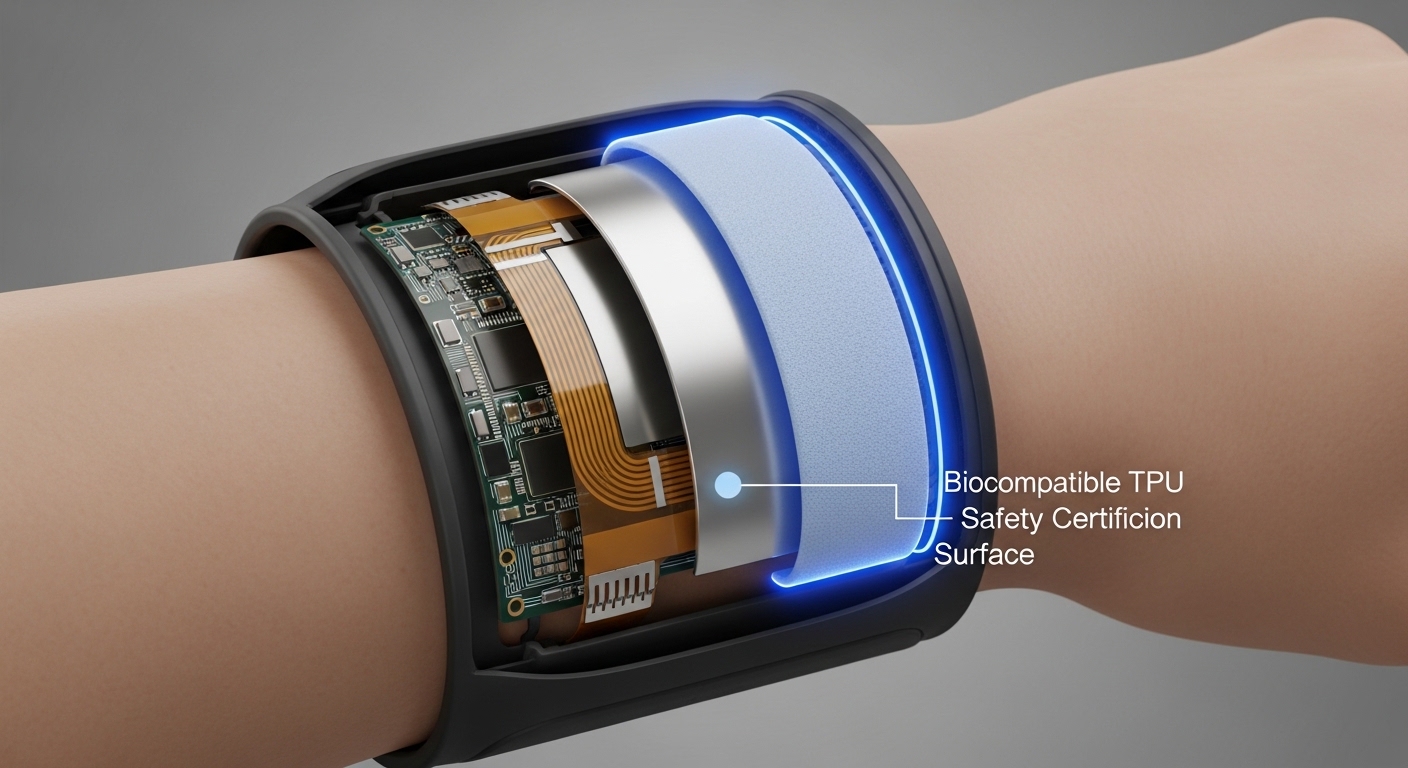
筐体・コーティング材料の選定基準
皮膚に接触する部位の材料選定は、安全性・快適性・耐久性の三点から評価します。
シリコーンゴム(シリコーンエラストマー)は、皮膚接触材料として最も信頼性が高い選択肢の一つです。
医療グレードのシリコーン(Nusil、DOW CORNING/Dupont、Shin-Etsukagaku製など)は、ISO 10993の生体適合性試験実績が豊富にあり、皮膚刺激性・感作性が低く、耐水性・耐熱性にも優れます。
TPU(熱可塑性ポリウレタン)は、シリコーンより成形の自由度が高く、射出成形による複雑形状の製造が容易なため、スマートウォッチバンドや装着部カバーに広く採用されています。
ただし、TPUには様々なグレードがあり、皮膚接触用途には医療グレードまたは食品グレードのTPUを選択する必要があります。
エポキシ系コーティング(ポッティング材・コンフォーマルコーティング)は、基板保護と防水性確保に使われますが、皮膚に直接接触する部位への使用は避けることが原則です。
エポキシの硬化剤成分が皮膚刺激性を持つ場合があり、完全硬化していない状態でのエポキシへの皮膚接触はリスクがあります。
基板上のコーティングはデバイス内部に留め、皮膚接触面はシリコーンまたはTPUで確実に覆う設計としてください。
金属電極(心拍センサー・ECGパッチの測定電極など)の材料としては、316Lステンレス鋼、チタン、金メッキ銅が代表的です。
316Lステンレス鋼はニッケル含有量が少なく(8〜12%)、耐腐食性が高いため医療機器に広く使われますが、ニッケルアレルギーを持つユーザーには問題が生じる可能性があります。
チタンはほぼニッケルを含まず、生体適合性が最も高い金属の一つですが、コストが高くなります。
ニッケルを含む真鍮や低グレードのステンレス鋼は、皮膚接触部位に使用しないことを強く推奨します。
発熱管理と皮膚安全温度の設計基準
皮膚に接触するデバイスの表面温度は、安全面から厳格に管理する必要があります。
IEC 60601-1では、身体に接触する部分の最高表面温度を43℃と規定しています。
これは、皮膚が43℃以上の温度に長時間(数十分以上)さらされると低温やけど(熱傷)を引き起こすリスクがあるという医学的知見に基づいています。
民生向けウェアラブルであっても、この基準を設計目標とすることを推奨します。
発熱管理の設計アプローチは以下のとおりです。
まず、熱解析シミュレーション(FEA)を設計段階で実施し、最悪ケース(最大消費電力時、高温環境)での表面温度を予測します。
シミュレーション結果に基づいて、発熱源(SoC、充電IC、電源IC)の配置を最適化し、熱抵抗の低い経路で熱を逃がす設計とします。
グラファイトシートや銅テープを熱拡散材として活用し、局所的な温度上昇を防ぐことも有効です。
特にSoCのような大きな発熱源は、皮膚接触面から最も遠い位置に配置し、熱伝導パスが皮膚接触面に向かわないよう設計します。
試作段階では、実機でのサーモグラフィ測定(FLIR等のサーモカメラを使用)により、設計値と実測値の差異を確認し、必要に応じて設計を修正します。
RoHS・REACHへの対応と禁止物質管理
EU向けに電子機器を販売する場合、RoHS指令(有害物質使用制限指令)への対応が必須です。
RoHSは鉛(Pb)、水銀(Hg)、カドミウム(Cd)、六価クロム(Cr(VI))、特定臭素系難燃剤(PBB、PBDE)、フタル酸エステル類(DEHP、DBP、BBP、DIBP)の使用を制限します。
基板のはんだ材料にはRoHS対応の鉛フリーはんだ(Sn-Ag-Cu系)を使用し、部品メーカーから「RoHS適合証明書(Declaration of Conformity)」を入手・管理します。
REACHに関しては、ECHA(欧州化学物質庁)が随時更新するSVHCリスト(現在230物質以上)に含まれる物質の含有量が製品中0.1wt%を超える場合、情報開示義務が生じます。
部品・材料の調達時に、BOM(部品表)と照らし合わせてSVHC含有の有無を確認し、問題がある場合は代替材料への切り替えを早期に行うことが重要です。
日本市場向けには、RoHS指令と同等の規制を含む「J-MOSS(特定の化学物質の含有表示方法)」への対応も忘れずに確認してください。
5. 量産を見据えた実装プロセス設計
試作が完成したら次は量産——と考えたいところですが、ウェアラブルデバイスの場合、試作と量産の間には「量産移行設計」という重要なフェーズが存在します。
このフェーズを省略すると、量産開始後に品質問題が続出し、対策コストが試作コストをはるかに超える事態になります。
DFM(製造性設計)の基本と量産移行チェックリスト
DFM(Design for Manufacturability)は、設計が量産工程で効率的かつ高品質に実現できるかを評価・改善するための設計手法です。
フレキ基板のDFMチェックでは、「部品の向きが自動実装機に対応しているか」「フィデューシャルマーク(位置認識マーカー)が適切に配置されているか」「部品間のクリアランスがリフロー時のブリッジリスクを考慮しているか」「テストポイントが検査プローブのアクセスに対応しているか」を確認します。
電池接続のDFMチェックでは、「コネクタの方向が誤挿入不可能なものか」「電池ホルダーのリフロー温度が電池の耐熱性と整合しているか(電池をリフロー前に装着しない設計になっているか)」を確認します。
量産移行チェックリストの主要項目を以下に整理します。
基板設計の観点からは、ガーバーデータの最終確認(シルク印刷・ランドパターン・スルーホール径の検証)、フレキのベンド部位に部品が実装されていないことの確認、電池極性の誤接続防止対策が実装されているかの確認が必要です。
実装プロセスの観点からは、フレキ用実装治具の設計完了と試し刷り確認、リフロープロファイルの妥当性確認(特に電池コネクタ周辺の最高温度)、手はんだ工程が必要な箇所の作業手順書(WI)の整備が必要です。
品質検査の観点からは、AOI(自動光学検査)設定の完了と検査漏れチェック、電気的機能試験(ICT/FCT)の設計と治具製作、皮膚接触面の外観検査基準書の作成が必要です。
検査工程の設計(AOI・X線・電気テスト)
ウェアラブルデバイスの量産検査工程は、目視検査・AOI・X線検査・電気テストを組み合わせた多層的な構成が基本です。
AOI(自動光学検査)は、リフロー後のはんだ接合状態・部品の実装位置・欠品・ブリッジを光学的に検出します。
フレキ基板はAOIの撮像時に反射が均一でないため、照明設定と検査パラメータを専用にチューニングする必要があります。
特に透明・半透明のフレキ基板は、裏面の配線が誤検出を引き起こすことがあるため、注意が必要です。
X線検査は、BGAやCSPなどの「はんだが見えない」パッケージのボイド(気泡)検出に有効です。
ウェアラブル向けの高密度実装では、0.4mmピッチ以下のQFNやCSPが使われることも多く、X線検査を量産ラインに組み込むことで隠れた接合不良を排除できます。
電気テスト(ICT:In-Circuit Test / FCT:Functional Circuit Test)は、実装後の電気的特性を実際の信号で確認する工程です。
ウェアラブルの場合、センサーの動作確認(心拍センサー、加速度センサー、GPS)、無線通信(BLE、Wi-Fi)の接続確認、電池充放電動作の確認をFCTで実施します。
FCT用の治具設計は量産ラインの検査時間(タクトタイム)に直結するため、並列測定ができる治具構成とすることが量産効率の向上につながります。
量産不良事例と現場で学んだ対策
実際の量産現場で経験した、ウェアラブルデバイスに特有の不良事例をいくつか紹介します。
事例1:フレキのランド剥離
フレキ基板のチップ抵抗のランドが、リフロー後に剥がれる不良が量産初期に多発しました。
原因を調査した結果、リフロー時の基板変形によってランドに引張応力が集中していたことが判明しました。
対策として、フレキを固定する治具を改良(フレキ全体を面で押さえる構造に変更)し、ランドのサイズをIPC-7351規格の推奨値より10%大きく設計し直すことで、不良率をほぼゼロに低減しました。
事例2:コイン電池ホルダーの浮き
SMDコイン電池ホルダーがリフロー後に0.1〜0.3mm浮いている不良が散見されました。
浮きによって接触抵抗が増大し、電圧降下による誤動作を引き起こしていました。
原因は、ホルダーのコプラナリティ(底面の平坦度)不良と、ランドへのはんだペーストの塗布量過多でした。
対策として、はんだペーストのメタルマスク厚を部分的に薄くし(ステップマスク採用)、ホルダーの受け入れ検査にコプラナリティ測定を追加しました。
事例3:皮膚接触部の変色・劣化
TPU製筐体の皮膚接触面が、フィールド使用3ヶ月で黄変・べたつきを起こすクレームがありました。
調査の結果、汗(塩分・脂質)と基板から揮発した微量のフラックス成分がTPU表面を劣化させていたことが判明しました。
対策として、基板コーティング材の変更(フラックス揮発量が少ないUV硬化型コーティングへ切り替え)と、TPUの材料グレードをより耐薬品性の高い医療グレードへ変更しました。
これらの現場事例が示すのは、「机上の設計だけでは気づけない問題が、量産では必ず出てくる」という事実です。
試作段階での加速試験(温度サイクル試験、落下試験、耐汗試験)を徹底的に実施し、量産前に潜在不良を可能な限り掘り起こすことが、フィールドクレームを防ぐ最善策です。
FAQ
Q1. フレキシブル基板とリジッド基板は、コスト面でどれほど差がありますか?
一概には言えませんが、同じ層数・面積で比較した場合、片面フレキはFR-4リジッド基板の1.5〜2倍、両面フレキは2〜3倍のコストが目安です。
多層フレキやリジフレになると3〜5倍以上になることもあります。
ただし、フレキを採用することでコネクタや配線ハーネスを削減でき、組立工数も減るため、システム全体のコストで比較するとフレキが有利になるケースは多くあります。
初期コストだけで判断せず、BOM全体・組立工数・不良率・修正コストを総合的に比較することを推奨します。
Q2. LiPo電池の寿命を延ばすために、充電回路設計で最も効果的な対策は何ですか?
最も効果的な対策は「満充電を避ける(充電上限電圧を下げる)」ことです。
LiPoの公称上限電圧は4.20Vですが、4.10V(約90%充電)を上限に設定することで、電池サイクル寿命を2〜3倍に延ばすことができます。
ユーザーに選択肢(「標準充電(90%)」と「フル充電(100%)」)を提供するUX設計との組み合わせが、近年のスマートウォッチで採用されている手法です。
また、温度が低い状態(0℃以下)や高い状態(45℃以上)での充電を禁止する回路設計も、電池寿命の保護に有効です。
Q3. 皮膚接触安全性の評価は、どのタイミングで外部機関に依頼すべきですか?
遅くとも量産試作(QS)品が完成した段階で、外部の公認試験機関(SGS、TÜV、Intertek、NTSなど)への依頼を開始することを推奨します。
生体適合性試験は試験期間が4〜12週間程度かかるため、量産スケジュールから逆算して試験スケジュールを計画します。
理想的には、設計初期に「どの材料を使うか」を確定した段階で材料単体の試験を先行させ、完成品試験のリスクを事前に低減しておくことが、スケジュールとコストの両面で有利です。
Q4. コイン電池とLiPo電池、どちらを選ぶべきか判断する基準は何ですか?
判断の軸は主に「充電の有無」「使用期間」「エネルギー消費量」の三点です。
充電機能なしで数ヶ月〜数年使い続けるデバイス(医療センサータグ、超低消費電力IoTノード)にはコイン電池が適しています。
毎日または数日ごとに充電して使う消費電力が高めのデバイス(スマートウォッチ、フィットネストラッカー)には、LiPoが適しています。
エネルギー消費量を正確に見積もるために、システムの動作モード別消費電流と動作時間比率(デューティ比)から平均消費電流を算出し、必要電池容量を設計初期に確定することが重要です。
Q5. RoHS対応の確認は自社で行えますか?それとも外部試験が必要ですか?
サプライヤーからRoHS適合証明書(DoC)を入手し、BOMで管理することは自社で実施できます。
ただし、最終製品の含有物質分析(蛍光X線分析:XRF試験、ICP分析など)は外部試験機関に依頼する必要があります。
特にEU市場への出荷では、要求に応じて試験報告書を提出できる体制を整えておくことが求められます。
Q6. ウェアラブルデバイスの落下試験は、どの規格を参照すればよいですか?
民生向けウェアラブルには、IEC 60068-2-31(落下・転倒試験)またはMIL-STD-810(米軍規格の環境試験)が参考にされることが多いです。
スマートウォッチ向けには、1.5mの高さからコンクリート面への6方向落下試験を自社基準として設定するメーカーが多く見られます。
医療用ウェアラブルでは、IEC 60601-1の機械的強度要件と、製品の使用環境(病院・在宅・屋外)に応じた追加試験を設計します。
まとめ
ウェアラブルデバイスの基板実装は、フレキシブル基板の設計・小型電池の接続・皮膚接触安全性の確保という、それぞれに深い専門知識を必要とする三つの領域が複雑に絡み合っています。
この記事で解説してきた要点を、改めて整理します。
フレキ設計では、ベンド半径・曲げ部位への部品配置禁止・はんだ接合部への補強設計・専用リフロー治具の使用が、信頼性確保の基本となります。
小型電池接続では、LiPo電池の保護回路(過充電・過放電・過電流)の徹底、熱設計による電池温度管理、コネクタの誤接続防止設計が不可欠です。
皮膚接触安全性では、ISO 10993に基づいた材料の生体適合性評価、43℃を超えない表面温度管理、RoHS・REACHへの部品・材料レベルでの対応が、市場出荷の前提条件です。
量産移行では、DFMチェックリストを活用した設計検証と、多層的な検査工程の設計が、フィールドクレームを防ぐ最良の投資です。
ウェアラブルデバイスの設計は、「できた」ではなく「安全に、確実に、量産で作れる」というところまで完成させて初めて設計完了です。
この記事の内容が、皆さんの設計品質向上と量産成功の一助となれば幸いです。