「この基板、本当に10年間体内で動き続けられるのか。」
医療インプラントの基板設計に初めて携わったとき、多くのエンジニアが感じる率直な疑問です。
補聴器の耳道内ユニット、人工内耳の蝸牛内電極アレイ、心臓ペースメーカーのパルス発生回路、脊髄刺激装置のリード接続基板——これらはすべて、人体という極限環境の中で、長期にわたって確実に動作し続けることを求められます。
一般的な民生電子機器の設計では、「動作する」ことが目標です。
しかし医療インプラント基板の設計では、「安全に、確実に、何年も動作し続ける」ことが最低条件であり、それを証明する膨大なドキュメントと試験データが要求されます。
しかもそのすべてを、耳の奥に収まる数ミリ角の基板の上で実現しなければならない。
超小型・超高信頼・生体安全という三重の要求が交差するこの領域は、電子機器設計の中でも最難関のカテゴリーの一つです。
この記事では、補聴器・医療インプラント基板の設計において避けて通れない「生体適合性の確保」「超小型実装の技術的ハードル」「体内封止と長期信頼性」「無線給電・通信」「規格・認証対応」の五つの柱を、現場の経験と技術的根拠に基づいて体系的に解説します。
1. 補聴器・医療インプラント基板が直面する根本的な難しさ
補聴器や医療インプラントの基板設計が、一般の電子機器設計と根本的に異なる理由は明確です。
それは、「体内という環境そのものが、電子機器にとって最も過酷な環境の一つ」だからです。
体内環境という極限条件
人体の内部は、電子機器にとって非常に敵対的な環境です。
体液(血液・リンパ液・脳脊髄液・組織間液)は塩化ナトリウム・タンパク質・酵素を含む電解液であり、金属や樹脂材料に対して腐食・溶出・加水分解などの化学的攻撃を継続的に加えます。
体温は36〜37℃で常に一定ではなく、運動時や発熱時には40℃近くに上昇することもあります。
pH(水素イオン指数)は体腔・組織の場所によって異なり、炎症が起きた部位では局所的に酸性環境になります。
免疫系は、異物と認識したデバイスの周囲に線維性カプセルを形成し(被膜収縮)、デバイスへの組織圧力を長期的に高めます。
この環境の中で、基板・電極・封止材・はんだ接合部がすべて10〜15年以上(心臓ペースメーカーは15年以上)の長期信頼性を保つことが求められます。
加えて、補聴器の耳道内ユニットは高湿度・体温・耳垢(酸性成分を含む)にさらされ続けるという、インプラント以外の医療機器にも固有の環境ストレスがあります。
設計者はこれらすべての環境ストレスを定量的に把握し、材料選定・設計・試験計画に反映させる必要があります。
設計の失敗が人命に直結するという責任の重さ
医療機器設計の設計者が強く意識しなければならないのは、設計ミスが直接的な身体的傷害または死亡につながり得るという事実です。
心臓ペースメーカーの電源回路が不良により停止すれば、即座に生命の危機につながります。
神経刺激デバイスの電極から過剰な電流が流れれば、神経組織に不可逆的なダメージを与えます。
補聴器のマイク回路が突然発振して過大音量を発すれば、残存聴力をさらに損傷させる可能性があります。
このような背景から、医療機器の設計にはISO 14971(医療機器リスクマネジメント)に基づいたリスク分析が義務付けられており、設計の各フェーズで「ハザード」→「リスク」→「低減措置」→「残余リスク評価」のサイクルを文書化することが求められます。
ISO 14971の詳細については、ISOの公式ページ(https://www.iso.org/standard/72704.html)を参照してください。
設計者は「動くものを作る」という視点だけでなく、「何が起きたら患者に害が及ぶか」を常に問い続ける姿勢が必要です。
2. 生体適合性の確保:材料選定から試験計画まで
医療インプラントおよび補聴器の設計において、生体適合性は「後から検討する課題」ではありません。
設計コンセプトの段階から材料選定・試験計画・リスク評価を一体として進めなければ、認証審査でのドキュメント不足により開発スケジュールが大幅に遅延します。
ISO 10993の実務的な読み解き方
ISO 10993は「医療機器の生物学的評価」に関する国際規格シリーズで、全20パートから構成されています。
この規格のすべてを適用する必要はなく、デバイスの「接触性質」と「接触期間」に基づいて必要な評価項目を選定します。
接触性質は、「表面接触デバイス(皮膚・粘膜・損傷表面)」「外部連通デバイス(血管・組織・骨と間接的に連通)」「埋植デバイス(組織・血液・骨と直接接触)」の三カテゴリーに分類されます。
補聴器の耳道内ユニットは「粘膜接触(外部連通)」、人工内耳の蝸牛内電極は「組織埋植(長期)」、心臓ペースメーカーのリードは「血液接触(長期)」に相当します。
接触期間は、24時間未満(限定的接触)・24時間〜30日(長期接触)・30日超(持続的接触)の三段階に分類されます。
埋植型デバイスは「持続的接触」に分類され、最も包括的な生物学的評価が求められます。
具体的に必要な評価項目の例は次のとおりです。
細胞毒性試験(ISO 10993-5)は、材料抽出物が培養細胞に与える毒性を評価します。
皮膚感作性試験(ISO 10993-10)は、繰り返し接触による遅延型アレルギー反応の有無を評価します。
全身毒性試験(ISO 10993-11)は、材料から溶出する化学物質が全身に与える毒性を評価します。
埋植試験(ISO 10993-6)は、材料を実際に動物組織に埋植し、局所的な組織反応を評価します。
これらの試験は公認試験機関(SGS・TÜV SÜD・Eurofins・Nelson Labs)に委託するのが一般的です。
試験費用と期間(各試験で4〜12週間)を考慮すると、開発スケジュールの中に余裕を持って組み込む計画が必須です。
ISO 10993の詳細については、ISOの公式ページ(https://www.iso.org/standard/68936.html)でシリーズ全体の構成を確認することを推奨します。
基板素材・封止材・電極材料の選定基準
医療インプラント基板の素材選定は、「電気的特性」「機械的特性」「生体適合性」「長期安定性」の四軸で評価します。
基板素材については、標準的なFR-4(ガラスエポキシ)は体内用途には適しません。
FR-4はエポキシ樹脂成分が体液に曝露されると加水分解・溶出を起こし、長期的な絶縁性の劣化と生体への化学的影響が生じます。
体内用途の基板素材として選択されるのは、主にアルミナ(Al₂O₃)セラミック、ジルコニア(ZrO₂)セラミック、液晶ポリマー(LCP)、またはポリイミド(PI)フィルムです。
アルミナセラミックは、生体適合性が高く、体液に対して化学的に安定で、電気絶縁性にも優れ、心臓ペースメーカーのハイブリッド基板として長年の実績があります。
ただし、脆性(割れやすさ)があるため、機械的衝撃への配慮が必要です。
LCPは、優れた電気絶縁性・低吸水性・高周波特性を持ち、補聴器やウェアラブル医療センサーの可撓性基板として注目されています。
生体適合性試験の実績も蓄積されており、医療グレードのLCP素材は複数のメーカーから供給されています。
電極材料については、体液と直接接触する電極には、白金(Pt)・白金イリジウム合金(Pt-Ir)・チタン(Ti)・窒化チタン(TiN)・酸化イリジウム(IrOx)が使用されます。
白金および白金イリジウム合金は、電気化学的安定性が最も高く、神経刺激電極として人工内耳・脳深部刺激・脊髄刺激装置に広く採用されています。
窒化チタン(TiN)と酸化イリジウム(IrOx)は、電荷注入容量(Charge Injection Capacity:CIC)が高く、より小さい電極面積で必要な電荷を注入できるため、高密度電極アレイへの応用が進んでいます。
ニッケル・コバルト・銅などは体液中でイオン溶出を起こし、細胞毒性を示す可能性があるため、体内接触面には使用しません。
金属腐食と体液の電気化学的反応への対処
体液は電解液であるため、異種金属が接触した状態で体液に曝露されると、ガルバニック腐食(異種金属接触腐食)が発生します。
ガルバニック腐食は、電位差の大きい二種類の金属が電解液中で接触したときに、より電位の低い(卑な)金属が優先的に腐食される現象です。
電気的に接続された金属部位(例:チタン筐体と白金電極)でも、両者の直接接触面が体液に曝露された場合には腐食リスクがあります。
設計上の対処策は、「同種または腐食電位の近い金属のみを組み合わせる」「異種金属の接触面を絶縁材料(セラミック・PEEK・シリコーン)で隔離する」「接触面を完全封止して体液との接触を遮断する」の三つです。
材料の腐食電位(電気化学系列)は、電気化学の参考資料(NIST Chemistry WebBook:https://webbook.nist.gov/ など)で確認できます。
また、体内でのデバイス動作時に電極から体液へ流れる電荷は、必ず電荷バランスの取れた双極性パルス(アノード電流とカソード電流を等量とする)を採用します。
これにより、電極界面での不可逆な電気化学反応(電解・酸化還元)を抑制し、電極の腐食と組織ダメージを最小化します。
生体適合性試験のタイムラインと外部機関の活用
生体適合性試験を計画する際、最初に決めるべきは「どの材料を試験対象とするか」です。
完成品全体を試験するよりも、体内接触部分の構成材料(基板・電極・封止材・コーティング)を個別に評価することで、問題が見つかった際の材料切り替えコストを最小化できます。
試験タイムラインの目安は次のとおりです。
細胞毒性試験は2〜4週間で結果が得られます。
皮膚感作性試験はモルモット試験で6〜10週間、LLNA試験(マウス局所リンパ節試験)で4〜6週間が目安です。
全身毒性試験(急性)は2〜4週間、全身毒性試験(亜急性)は12〜16週間です。
埋植試験(12週間・26週間・52週間の観察点を含む長期試験)は最大で1年以上を要します。
このスケジュールを設計初期から量産スケジュールに組み込まない場合、試験完了を待つ間に認証申請が停止し、開発全体が6ヶ月〜1年以上遅延するリスクがあります。
外部試験機関の選定については、FDA(米国食品医薬品局)のデータベースや、ISO/IEC 17025認定を取得した機関を優先的に選ぶことが重要です。
Nelson Labs(https://www.nelsonlabs.com)やEurofinsなど、医療機器の生体適合性試験に特化した機関は、試験プロトコルの最適化についても専門的なアドバイスを提供しています。
3. 超小型実装の技術的ハードル
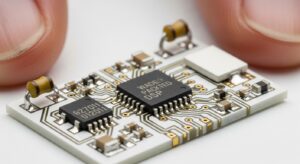
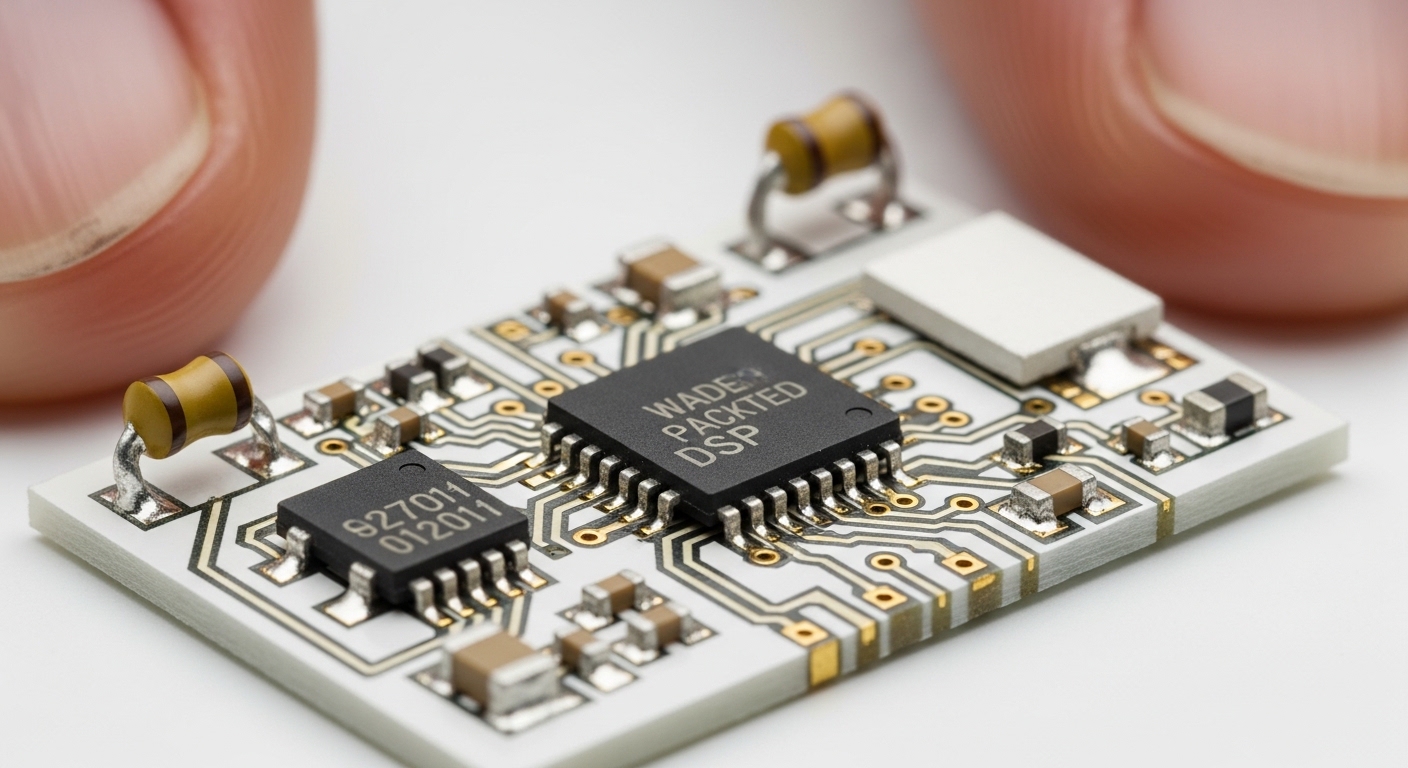
補聴器の耳道内ユニット(ITE:In-The-Ear)は、外耳道に収まる直径わずか8〜15mmの筐体の中に、マイクロフォン・DSPチップ・増幅回路・BLE送受信回路・電池接続を詰め込む必要があります。
完全埋込み型補聴器(Lyric、Earlens)や人工内耳の埋込み型コイルともなれば、さらに小型化が進みます。
この極限的な小型化を実現するための実装技術は、一般的な量産ラインとは一線を画します。
0201・01005チップ実装の歩留まり管理
現在、補聴器や医療インプラントの基板に実装される受動部品の主流は0402(1.0×0.5mm)から0201(0.6×0.3mm)へ移行しており、最先端品では01005(0.4×0.2mm)が採用され始めています。
01005チップは、人の目で見るとほぼ見えないほど小さく(0.4mm×0.2mm)、実装の安定化には非常に繊細な工程管理が必要です。
まず、はんだペーストの印刷精度が決定的に重要です。
01005対応のスクリーン印刷では、メタルマスク厚を60〜80μmに抑え、開口形状(ホームベース型またはアポガミ型)を最適化することで、はんだボリュームのばらつきを±15%以内に管理します。
はんだペーストの粒度分布もType 5(粒径15〜25μm)またはType 6(粒径5〜15μm)と呼ばれる超微細グレードを使用します。
部品搭載機(チップマウンター)の搭載精度は、±25μm以内(3σ)が求められます。
一般的なSMT機の搭載精度(±50〜100μm)では01005の安定実装は困難であり、高精度カメラと駆動系を搭載した専用機器の導入が必要です。
リフロープロファイルは、01005チップのはんだトゥームストーン(立ち上がり)不良を防ぐため、プレヒート帯での昇温速度を1.5℃/秒以下に抑え、両端のパッドへの熱の偏りを最小化します。
歩留まり管理の観点では、高倍率AOIシステム(解像度5μm以下)とSEM(走査型電子顕微鏡)による定期的な接合断面観察を組み合わせ、不良モードの早期検出と工程へのフィードバックを確立します。
量産初期の目標歩留まりは部品実装単位でDPMO(100万部品あたりの不良数)50以下を設定し、継続的なSPC(統計的工程管理)で改善を図ることが業界標準的なアプローチです。
ウェハレベルパッケージ(WLP)とフリップチップの活用
超小型医療デバイスの実装密度を飛躍的に高める技術として、ウェハレベルパッケージ(WLP:Wafer Level Package)とフリップチップ実装が重要な役割を果たします。
WLPは、ウェハ状態でパッケージングを完了させ、ダイシング後にそのままボードに実装できる形態です。
リードフレームやモールド樹脂による従来のパッケージを持たないため、ICチップそのものとほぼ同じサイズに実装フットプリントを縮小できます。
補聴器向けDSPチップや補聴器用BLEチップでは、WLPの採用が進んでおり、基板占有面積を従来パッケージ比で50〜70%削減しています。
フリップチップは、ダイの電極バンプ(はんだバンプまたは金バンプ)を基板パッドに直接接合する実装方式で、ボンディングワイヤを使用しないため、高周波特性・実装高さ・実装面積のすべてで有利です。
ただし、フリップチップ実装では接合後のアンダーフィル工程が必要です。
アンダーフィル材は、バンプとランドの間の熱膨張差(CTE)ミスマッチによる接合破壊を防ぐ緩衝材として機能します。
医療デバイス向けのアンダーフィルには、Henkel(Loctite)・Namics・HB Fuller(Ablestik)などのメーカーが医療グレードの製品を提供しており、生体適合性試験データを持つ製品を選択することが重要です。
多層基板の薄型化と層間絶縁信頼性
超小型医療デバイスの実装密度を確保するためには、多層基板(6〜12層以上)を極めて薄く(総厚0.2〜0.4mm)仕上げる技術が要求されます。
薄型多層基板では、ビア(層間接続穴)の設計が信頼性を左右します。
医療デバイスでは、盲ビア(Blind Via)・埋め込みビア(Buried Via)・レーザービア(マイクロビア)を組み合わせたビルドアップ多層構造が採用されます。
マイクロビアの直径は50〜100μmが標準で、IPC-6012(リジッド基板性能仕様)の「Class 3(医療・宇宙・軍事用の高信頼性機器)」要件に準拠した製造管理が求められます。
IPC-6012の詳細については、IPC(https://www.ipc.org)の公式サイトで確認できます。
層間絶縁の信頼性は、温度サイクル試験(-40℃〜+85℃、500〜1000サイクル)と高温高湿試験(85℃/85%RH、1000時間)での絶縁抵抗維持を確認することで検証します。
体内温度(37℃)は試験条件より低いものの、体液(電解液)の存在が絶縁劣化を促進するため、より厳しい試験条件(85℃/85%RH)での評価が長期信頼性の指標として有効です。
超微細はんだペーストとリフロープロファイルの最適化
医療デバイスの超小型基板では、はんだペーストの選択がリフロー後の接合品質を決定的に左右します。
Sn-Ag-Cu系(SAC305:錫96.5%・銀3%・銅0.5%)が鉛フリーはんだの標準ですが、超小型実装では「低温はんだ(Sn-Bi系)」や「Sn-Ag-Cu-In系」の採用も検討されます。
低温はんだは融点が150〜170℃程度と低いため、熱に敏感な部品や薄型フレキ基板への熱ダメージを低減できます。
ただし、機械的強度はSAC系より低下する傾向があるため、耐衝撃性が求められる医療デバイスでは接合強度の検証が必要です。
リフロープロファイルの最適化は、熱電対(TC)を基板の複数箇所に貼り付けた「プロファイリング実測」と、シミュレーション(ThermalSoft等のリフローシミュレーションソフト)を組み合わせて実施します。
超小型部品が混載する基板では、部品の熱容量差によって同一基板内で温度分布のばらつき(デルタT)が生じやすく、このデルタTを最小化するためのコンベア速度・ゾーン温度の最適化が品質安定の鍵となります。
4. 体内封止技術と長期信頼性設計
医療インプラントの長期信頼性を確保する上で、封止技術は最も重要な設計要素の一つです。
電子回路を体液から確実に隔離し、10年以上にわたって封止性能を維持することが、デバイスの長期動作と患者安全の両面で不可欠です。
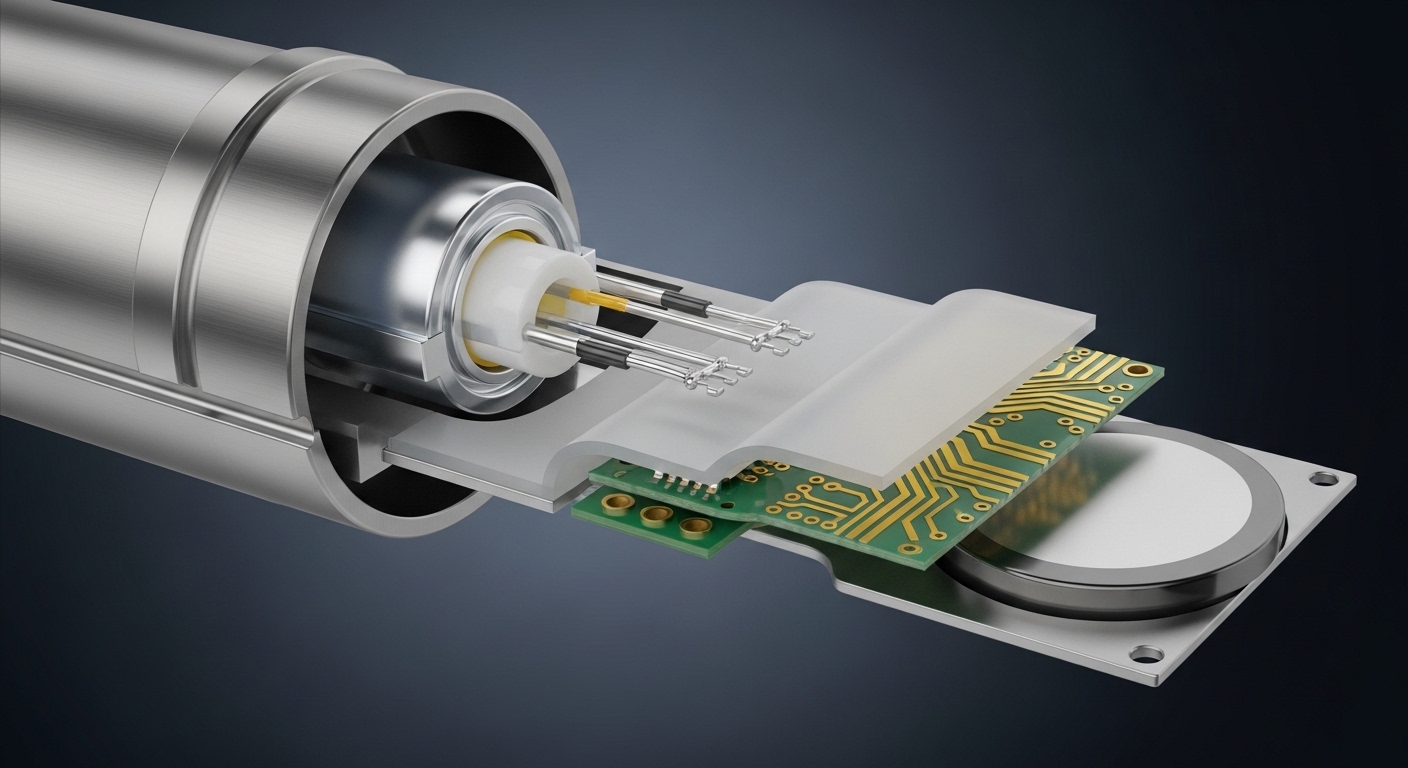
チタン・セラミックハーメチックシールの設計原則
ハーメチックシール(気密封止)は、金属・セラミック・ガラスを組み合わせて、気体や液体の透過を原子・分子レベルで遮断する封止技術です。
心臓ペースメーカーや植込み型除細動器(ICD)では、チタン合金製の筐体(カン)とアルミナセラミックの電気的フィードスルー(電気端子)をガラス・ロウ付けで封止したハーメチック構造が標準です。
チタン(グレード1またはグレード2)が筐体材料として選択される理由は、優れた生体適合性・耐腐食性・軽量性・溶接性の組み合わせが最適だからです。
チタンは体液中でほぼ不活性であり、表面に自然形成される酸化チタン(TiO₂)被膜が優れた保護層として機能します。
ハーメチックフィードスルーは、電気リードをセラミック絶縁体に封入した構造で、電気信号を筐体内外に通す経路として機能しながら、完全な気密性を維持します。
フィードスルーの耐圧・気密性・絶縁抵抗の検証には、ヘリウムリーク試験(MIL-STD-883法1014基準:漏洩率1×10⁻⁸ Pa·m³/s以下)が標準的に用いられます。
設計上の注意点として、ハーメチックシールの溶接部(チタン筐体の蓋溶接)は、レーザー溶接またはEBW(電子ビーム溶接)で封止します。
溶接部位の品質は、デバイス全体の長期信頼性を左右するため、溶接ビードの幅・深さ・欠陥(ポロシティ・クラック)を非破壊検査(X線透過・超音波探傷)で全数確認することが求められます。
パリレンコーティングの特性と適用範囲
パリレン(Parylene)は、化学気相蒸着(CVD)法によって形成される高分子薄膜コーティング材料で、医療機器の電子回路保護に広く使用されています。
パリレンの特性として、ピンホールフリーの均一な薄膜(1〜50μm)が形成できること、複雑な形状や微細な空隙にも均一に被覆できること、優れた電気絶縁性・耐水性・耐薬品性を持つこと、そして生体適合性が高いこと(USP Class VI認定グレードが存在)が挙げられます。
パリレンにはいくつかの種類があります。
パリレンN・C・Dの中で、医療機器に最も広く使用されるのはパリレンCです。
パリレンCは、塩化物を含む体液(塩化ナトリウム水溶液)に対して高い浸透抵抗を持ち、補聴器の耳道内ユニット・医療用センサー基板の保護コーティングとして多くの実績があります。
ただし、パリレンコーティングには重要な制限事項もあります。
パリレン膜は水蒸気に対して完全な不透過性を持つわけではなく、長期間(数年〜数十年)にわたって水分が徐々に浸透します。
体液に直接長期接触する植込み型デバイスでは、パリレン単体の封止は不十分であり、ハーメチックシールまたはガラス・セラミック系封止と組み合わせて使用するか、あるいはパリレンを補助的な保護層として位置付ける設計が必要です。
補聴器のような体外装着・耳道内留置(ハーメチック封止不要)デバイスでは、パリレンCコーティングが主要な防水・防湿策として有効です。
体液浸入経路の設計的遮断
長期信頼性設計の観点から、「体液がどこから入るか」を設計段階で徹底的に分析し、すべての浸入経路を設計的に遮断することが重要です。
体液の主要な浸入経路は、電気的フィードスルー(リード貫通部)、電池コネクタ部、筐体の溶接・接合部、コーティング材の欠損・ピンホール部の四つです。
フィードスルー部については前述のハーメチックシールで対処します。
電池コネクタ部は、充電式デバイスの場合、外部から充電するためのコネクタまたは非接触給電コイルを持つことが多く、この部位が構造的な弱点になりやすい箇所です。
コネクタを持つ場合は、IPX7以上(JIS C 0920基準:水深1mでの30分浸水)の防水性能を持つ医療グレードコネクタを選択し、接続部をシリコーンシールまたはOリングで封止します。
非接触給電を採用することで、外部コネクタを完全に排除し、封止設計を大幅に単純化できます。
これは現在の植込み型医療機器設計における主流の方向性でもあります。
筐体の接合部については、接着剤による接合よりもレーザー溶接・超音波溶接による接合の方が、体液に対する長期耐久性で優れています。
接着剤は経年劣化・体液による加水分解リスクがあるため、主封止手段としての使用は避け、補助的な密封材(シリコーン系シーラント)として使用するにとどめます。
加速寿命試験(ALT)による長期信頼性の予測
10〜15年以上の長期信頼性を実際の使用期間で実証することは不可能なため、加速寿命試験(ALT:Accelerated Life Testing)によって短期間で長期信頼性を予測します。
アレニウス則に基づく熱加速試験では、試験温度を使用温度より高く設定することで劣化速度を加速させ、実使用温度での寿命を外挿予測します。
たとえば、使用温度37℃のデバイスを60℃で試験すると、アレニウス則(活性化エネルギー0.7eVとした場合)で約8倍の加速率が得られます。
1000時間(約42日間)の試験が、実使用条件換算で約8000時間(約11ヶ月)の耐久性を模擬することになります。
IEC 60068(環境試験規格)やASTM F1295(外科用インプラントの腐食試験)などを参照しながら試験条件を設定し、試験後の外観観察・電気特性測定・断面分析を通じて劣化メカニズムを特定します。
試験計画は、FDA(米国食品医薬品局)のガイダンスドキュメント「Design Considerations for Pivotal Clinical Investigations」(https://www.fda.gov/medical-devices)も参考にしながら、規制当局に受け入れられる形式で文書化することが重要です。
5. 無線給電・通信回路と生体EMC対応
現代の補聴器・医療インプラントの多くは、外部機器(プログラマー・スマートフォン・充電器)との無線通信機能や非接触充電機能を持ちます。
体内という特殊な媒質の中で無線システムを設計することは、空中伝播とは異なる多くの設計上の考慮が必要です。
インダクティブ給電回路の体内設計
植込み型医療機器の非接触充電に使用されるインダクティブ給電(磁気結合型ワイヤレス給電)は、一次コイル(体外)と二次コイル(体内)の磁気結合による電力伝送です。
使用周波数は100kHz〜13.56MHz(Qi規格:100〜200kHz、NFC:13.56MHz)が代表的で、人体組織に対する透過性と電力伝送効率のバランスから周波数が選択されます。
体内の二次コイルは、皮下または筋膜下に埋植されるため、コイル形状・巻き数・コア材(フェライトまたはコアなし)の選択が電力伝送効率を大きく左右します。
体組織(脂肪・筋肉・皮膚)は導電性を持つため、交番磁場によって渦電流が誘起され、組織加熱(誘電加熱)が生じます。
ISO 14708-1(植込み型心臓デバイス)やIEC 60601-2-x(特定の医用電気機器安全規格)では、無線給電時の組織温度上昇を1℃以内(長時間)または2℃以内(短時間)に抑えることが要求されています。
このため、二次コイルの最大入力電力・コイルの損失(銅損・鉄損)・体組織への熱伝導を有限要素法(FEM)でシミュレーションし、最悪ケースの組織温度上昇を予測・検証します。
BLE・NFC通信と体組織の電波減衰
体内機器と体外機器の無線通信には、BLE(Bluetooth Low Energy:2.4GHz帯)・MICS(Medical Implant Communication Service:402〜405MHz帯)・NFC(Near Field Communication:13.56MHz帯)が主に使われます。
体組織は2.4GHz帯の電波を大きく減衰させます。
たとえば、皮下埋植された送信アンテナから皮膚外への2.4GHz電波は、3〜5cm程度の組織厚で20〜30dB程度の減衰が生じます。
この減衰を補うために、体内アンテナの指向性最適化(皮膚面に向けたアンテナ配置)、送信電力の増加(ただしFCC/ETSIの電波法規制値以内)、受信側の低ノイズアンプ(LNA)による感度向上、プロトコルレベルでの再送制御の組み合わせが必要です。
MICS帯(402〜405MHz)は2.4GHz帯より体組織透過性が高く、心臓ペースメーカーや植込み型カーディオモニターとプログラマーの通信に従来から使用されています。
ただし、MICS帯は1チャンネルあたり300kHzの狭帯域であり、データレートは2.4GHz帯BLEより大幅に低くなります。
アンテナ設計では、体内の誘電環境(空気とは大きく異なる誘電率εr≒50〜80、導電率σ≒0.5〜1.5 S/m)を考慮したアンテナチューニングが必要です。
体外環境でチューニングしたアンテナをそのまま体内に配置すると、共振周波数が大きく変化し、通信性能が著しく低下します。
設計・検証にはSAM(Specific Anthropomorphic Mannequin:人体模擬液体ファントム)を用いたアンテナ特性測定が標準的な手法です。
植込み型デバイスのEMI対策と規格対応
植込み型医療機器は、外部からの電磁界干渉(EMI)によって誤動作・誤検出・不要刺激を起こさないよう、電磁適合性(EMC)設計が重要です。
ISO 14708-1:2014では、植込み型心臓デバイスに対して、携帯電話(GSM/LTE)・電子盗難防止システム(EAS)・金属探知機・MRI(一部デバイス)などの電磁環境に対する安全性要件が規定されています。
特にMRI対応(MR Conditional)は近年重要な設計要件となっており、植込み型デバイスのMRI適合性はASTM F2052・F2213・F2182などの規格に基づいて評価されます。
MRI環境では3テスラの強磁場と高周波(64MHz/128MHz)が発生し、インプラントのリード・電極を経由した体内加熱(RF誘導)が最大の安全リスクです。
MRI対応デバイスの設計には、リード線のキャパシタンス/インダクタンス設計による電流共振の抑制、電気的フィードスルーへのEMIフィルタ(コンデンサアレイ)組み込み、磁性体(鉄・ニッケルなど)の完全排除が含まれます。
EMIフィルタとして体内デバイスに採用されるのは、医療グレードのフィードスルーコンデンサ(Tusonix・Spectrum Control・APIの製品が代表的)で、これらは体液環境での長期安定性を持つ設計です。
6. 規格・認証対応の全体戦略
医療機器の市場投入には、各国・地域の規制当局による承認・認証が必要です。
設計者が規制の全体像を理解していないと、開発の終盤で「この試験データが足りない」「この文書が規格要求を満たしていない」という事態が発生し、市場投入が大幅に遅延します。
FDA 510(k)・PMAとISOの関係整理
米国市場への参入にはFDA(食品医薬品局)の医療機器承認が必要です。
FDA承認の主要な経路は、510(k)(市販前届出)とPMA(市販前承認)の二種類です。
510(k)は、既存の承認済みデバイス(実質的同等品:Predicate Device)と同等の安全性・有効性を持つことを示すことで承認を得る経路で、多くのクラスIIデバイス(補聴器など)に適用されます。
PMAはクラスIIIデバイス(心臓ペースメーカー・人工内耳の埋植部など)に適用される最も厳格な審査経路で、臨床試験データを含む包括的な安全性・有効性の証明が求められます。
FDAの医療機器承認に関する詳細は、FDA公式サイト(https://www.fda.gov/medical-devices/premarket-submissions-selecting-and-preparing-correct-submission)で確認できます。
EU市場への参入には、MDR(EU Medical Device Regulation 2017/745)に基づくCEマーキングが必要です。
2021年5月に完全適用されたMDRでは、旧MDD(Medical Device Directive)より大幅に強化された臨床評価・市販後監視・技術文書の要件が課されています。
ISO規格との関係については、FDAおよびEUのMDRは多くのISO規格(ISO 13485・ISO 14971・IEC 60601シリーズ・ISO 10993シリーズ)への適合を「ハーモナイズド規格」または「合意された規格」として認めており、これらの規格への適合が規制要件を満たす有力な手段となります。
設計検証(DV)・製造検証(PV)の進め方
医療機器の開発プロセスは、ISO 13485(医療機器品質管理システム)の要求に従い、設計開発の各フェーズで「設計入力→設計出力→設計検証→設計バリデーション」のサイクルを文書化します。
設計検証(DV:Design Verification)は、設計が設計入力(仕様要件)を満足していることを客観的証拠によって確認する活動です。
具体的には、電気的特性試験(消費電流・電圧精度・ノイズレベル)、機械的試験(耐衝撃・耐振動・落下試験)、環境試験(温度サイクル・高温高湿・塩水噴霧)、電磁適合性試験(EMC)、生体適合性試験の各データが設計検証の証拠となります。
製造検証(PV:Process Validation)は、製造プロセスが再現性高く要求を満足する製品を生産できることを確認する活動です。
IQ(設備据付確認)→OQ(運転性能確認)→PQ(製品品質確認)の三段階で実施し、統計的なサンプルサイズ(通常30〜50個)を用いて工程能力(Cpk≥1.33以上)を実証します。
QMSとリスクマネジメント(ISO 14971)の実務
医療機器メーカーには、ISO 13485に準拠した品質マネジメントシステム(QMS)の構築と維持が求められます。
QMSの中核となるのは、設計管理・文書管理・是正処置・予防処置(CAPA)・供給業者管理・市販後監視の各プロセスです。
リスクマネジメントはISO 14971に従い、設計開発の全工程を通じて継続的に実施します。
リスクマネジメントの主要文書は、リスクマネジメント計画書・ハザード識別リスト・リスクアセスメント表・リスクコントロール措置記録・残余リスク受容評価・リスクマネジメント報告書の六点です。
これらはすべて設計変更のたびに更新が必要であり、文書管理システム(DMS)との連携が実務上不可欠です。
ISO 14971:2019の詳細については、ISOの公式ページ(https://www.iso.org/standard/72704.html)を参照してください。
現場の実感として、QMSとリスクマネジメントを「審査のためのドキュメント」として扱っている組織は、後でフィールドでのトラブルに悩まされるケースが多くあります。
これらのシステムは設計品質の向上そのものに貢献するものであり、設計エンジニアが主体的に活用する視点を持つことが、製品の品質と患者の安全を守る最善の道です。
FAQ
Q1. 補聴器と医療インプラントでは、生体適合性の要求レベルは大きく異なりますか?
大きく異なります。
補聴器(耳道内留置型・体外装着型)は、皮膚・粘膜との接触であり、かつ取り外し可能であるため、ISO 10993の評価要求は比較的限定的です。
一方、人工内耳の蝸牛内電極や心臓ペースメーカーのリードは「組織・血液との長期(持続的)接触」に分類され、細胞毒性・感作性・全身毒性・埋植試験・慢性毒性試験・発がん性試験(材料によっては)まで包括的な生体適合性評価が求められます。
設計の初期段階で「このデバイスはISO 10993のどのカテゴリーに分類されるか」を確定し、必要な試験の全体像を把握しておくことが、開発スケジュール管理の基本です。
Q2. 補聴器の防水性能はどの規格で評価しますか?
補聴器の防水・防塵性能はIEC 60529(IP規格:国際保護等級)で評価されます。
現代の高品質補聴器はIP68(粉塵完全防止、水深1.5m・30分間の連続浸水)に対応する製品が増えており、設計目標としてIP67またはIP68を設定することが一般的です。
ただし、IP試験は真水(淡水)を使用するため、体液(塩分・タンパク質を含む)や石鹸水・シャンプーへの長期耐性は別途評価が必要です。
補聴器の耳垢(酸性、pH5〜6程度)への耐性は特に重要であり、コーティング・筐体材料の耐酸性を実耳垢浸漬試験で確認することを推奨します。
Q3. 超小型実装(01005チップ)の量産を日本国内で対応できるEMS(電子機器受託製造)はありますか?
01005チップ以下の超小型実装に対応できるEMSは国内外に存在しますが、医療機器向けの品質管理(ISO 13485認証取得・IPC-6012 Class 3対応)まで組み合わせて対応できる企業は限られます。
発注先の選定では、ISO 13485認証の有無、医療機器実績(品種・量)、AOI・X線・電気テストの検査体制、クリーンルーム設備の有無を必ず確認します。
初回量産前には、対象製品の試験ロット(パイロットロット)をEMSで製造し、設計通りの品質が実現できるかを検証するプロセスを踏んでください。
Q4. 植込み型デバイスのMRI対応(MR Conditional)設計はなぜ重要になっているのですか?
MRI検査は、脳腫瘍・脊椎疾患・軟部組織疾患の診断に不可欠な検査法であり、植込み型デバイスを持つ患者がMRI検査を受けられない場合、重大な診断機会の損失につながります。
従来の植込み型デバイスの多くは「MRI禁忌」とされており、患者とその担当医にとって大きな制約でした。
医療機器メーカーがMR Conditionalデバイスを開発・提供することで、患者のQOL(生活の質)と診療機会を大きく改善できます。
また、競合製品がMR Conditional対応を打ち出している場合、MRI非対応デバイスは市場競争力を失います。
FDA・CE認証においても、MR Conditional対応のラベリングとそれを支持する試験データの提出が標準化されつつあります。
Q5. リスクマネジメント(ISO 14971)は開発の何段階目から始めるべきですか?
ISO 14971の要求では、リスクマネジメント活動は「設計開発の最初期(コンセプト段階)」から開始し、デバイスのライフサイクル全体を通じて継続することが求められます。
実務的には、製品コンセプトが固まった段階でリスクマネジメント計画書を作成し、設計入力仕様と並行してハザード識別を行います。
開発後期になってリスクマネジメントを「後付け」で文書化しようとすると、設計変更の対応が追いつかず、文書の整合性が取れない状態になります。
これが規制当局の審査で指摘される最も多い問題の一つでもあります。
設計と並行してリスクマネジメントを「生きた文書」として管理することが、審査対応コストを最小化し、真の製品安全を担保する唯一の方法です。
Q6. 補聴器・医療インプラントの開発において、コスト削減と品質確保のバランスはどう取りますか?
コスト削減の投資対効果が最も高いのは「工程の標準化と自動化」です。
手作業に依存している工程(手はんだ・手作業アンダーフィル・目視検査)を自動化することで、品質のばらつきを削減しながら工数コストを下げられます。
一方、材料コストの削減(安価な材料への切り替え)は、生体適合性試験のやり直しや長期信頼性の低下につながるリスクがあり、医療機器においては慎重に判断が必要です。
「設計品質への投資は、フィールドリコールのコストに比べれば常に安い」という原則を、チームと経営層で共有しておくことが、適切な品質投資を維持するための組織文化の基盤です。
まとめ
補聴器・医療インプラントの基板設計は、生体適合性・超小型実装・長期封止・無線設計・規格認証という複数の高難度領域が同時に交差する、電子機器設計の中でも特に深い専門知識が要求される領域です。
この記事でお伝えしてきた要点を改めて整理します。
生体適合性については、ISO 10993に基づいた材料レベルからの評価計画が設計初期段階から必要です。
体内接触部の材料は、セラミック・白金・チタン・医療グレード高分子材料に絞り込み、ガルバニック腐食と電気化学反応への対処を設計に織り込みます。
超小型実装については、01005チップ対応の超微細はんだペースト・高精度搭載機・専用リフロー治具が揃って初めて安定した量産品質が実現します。
WLP・フリップチップ・多層ビルドアップ基板の組み合わせが、極限的な小型化と高密度実装を両立させます。
長期封止については、植込み型デバイスにはチタン・セラミックハーメチックシールが最高水準の封止信頼性を提供します。
補聴器レベルのデバイスにはパリレンCコーティングが有効な保護手段であり、加速寿命試験による長期信頼性の予測と文書化が規制対応の柱となります。
規格・認証については、FDA/MDRの承認経路とISOハーモナイズド規格の関係を正しく理解し、QMSとリスクマネジメントを「審査書類」ではなく「設計品質向上のツール」として活用する組織文化が、長期的な製品品質と事業競争力の基盤になります。
この記事の内容が、皆さんの補聴器・医療インプラント開発における設計品質の向上と、患者へのより良い医療機器の提供に少しでも貢献できれば幸いです。