






「0201 部品を使いたいが、本当に量産できるのだろうか」
「設計を進めたあとで実装委託先に断られた」
こういった声は、スマートフォン・ウェアラブルデバイス・医療機器など、高密度実装が求められる電子機器開発の現場でいまも頻繁に聞かれます。
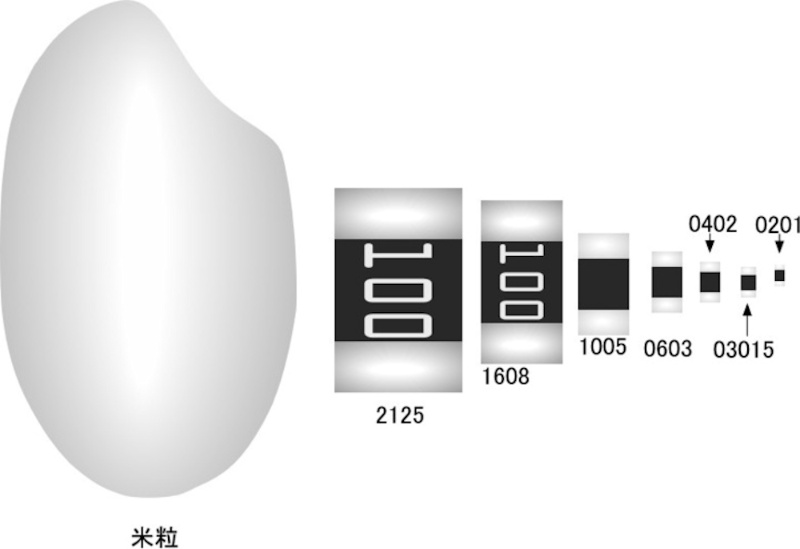
日本仕様における 0201(ゼロツーゼロワン)は、外形寸法 0.2mm × 0.1mm というミリメートル単位の極小チップ部品サイズです。
この極小サイズは、現在量産実装される表面実装部品の中でも最小クラスに位置します。
しかし、正しく理解して適切な設計・実装体制を整えれば、安定した量産は実現可能です。
この記事では、0201(0.2mm×0.1mm)実装に関わるすべての情報——規格・基板設計ルール・実装設備・はんだ付け条件・不良対策・検査——を、現場の知見をもとに体系的に解説します。
「0201 を使うかどうか判断したい」という設計者の方にも、「0201 実装の精度を上げたい」という生産技術の方にも、役立てていただける内容を心がけました。
ぜひ最後までお読みください。

0201(0.2mm×0.1mm)とは何か——サイズ・規格・用途の基礎知識
0201 は、電子部品の表面実装(SMT:Surface Mount Technology)において使用される極小チップ部品のサイズ規格の一つです。
実装エンジニア・設計者にとって、この規格の正確な理解が、設計・製造のすべての出発点になります。
日本仕様 0201 のサイズと表記体系
日本では、チップ部品のサイズ呼称にミリメートルを基本とする JIS 系のメトリック表記が広く使われています。
メトリック表記では、「02」が長辺 0.2mm、「01」が短辺 0.1mm を意味します。
したがって、日本仕様の 0201 の外形寸法は 長さ 0.2mm × 幅 0.1mm × 高さ 0.1mm 程度です。
この極小サイズは、EIA(米国電子工業会)のインチ表記では「008004」(長辺 0.008 インチ × 短辺 0.004 インチ)に相当します。
一方、インチ表記での「0201」(長辺 0.02 インチ ≒ 0.6mm × 短辺 0.01 インチ ≒ 0.3mm)は、メトリック表記では「0603」に相当するため、全く別のサイズを指します。
設計図・仕様書・調達書類を扱う際は、「メトリック表記か・インチ表記か」を必ず確認することが重要です。
メーカー間・顧客間でのサイズ呼称の混乱は、現場では意外に多く発生しています。
JEITA(電子情報技術産業協会)が公開する部品標準化資料も、表記体系の参考になります(参考:JEITA 公式サイト https://www.jeita.or.jp/)。
主要なメトリック表記のサイズ系列と外形寸法を以下に整理します。
| メトリック表記 | 長さ × 幅 | インチ表記(EIA) |
|---|---|---|
| 0201 | 0.2mm × 0.1mm | 008004 |
| 0402 | 0.4mm × 0.2mm | 01005 |
| 0603 | 0.6mm × 0.3mm | 0201 |
| 1005 | 1.0mm × 0.5mm | 0402 |
| 1608 | 1.6mm × 0.8mm | 0603 |
このサイズ対応表は、国内外の設計・調達担当者が共通認識を持つために非常に重要です。
0201 が使われる主な部品種類と用途
0201(0.2mm×0.1mm)サイズは、主にパッシブ部品(受動部品)で供給されています。
チップ抵抗器は 0201 で供給される代表的な部品です。
村田製作所・TDK・太陽誘電・ローム・ヤゲオ(Yageo)などの主要部品メーカーが量産品を供給しています。
チップコンデンサ(積層セラミックコンデンサ:MLCC)も 0201 で供給されています。
バイパス・デカップリング用として、スマートフォンの RF 回路・電源ライン周辺に多数搭載されます。
チップインダクタ・フェライトビーズも 0201 サイズの製品があり、高周波ノイズ対策・電源フィルタリングに使用されます。
0201 が採用される主な製品分野は、スマートフォン・スマートウォッチ・ワイヤレスイヤホン・補聴器・超小型医療機器・ウルトラスリム IoT モジュール・高密度通信モジュールです。
5G 対応端末の高周波回路・ミリ波モジュールなど、実装密度の限界に挑む最前線製品で 0201 の採用が増えています。
0402(metric)との比較——どちらを選ぶべきか
0201(0.2mm×0.1mm)を選ぶか、一回り大きい 0402(metric:0.4mm×0.2mm)を選ぶかは、多くの設計者が直面する重要な判断です。
0201 が適しているのは、実装面積の制約が極めて厳しい場合・最高密度実装が製品要件の場合・軽量化がミリグラム単位で求められる場合です。
0402(metric)が適しているのは、実装コストを抑えたい場合・委託先の設備が 0201 に未対応の場合・試作・小ロット品でリワークの可能性がある場合です。
| 比較項目 | 0201(metric) | 0402(metric) |
|---|---|---|
| 外形寸法 | 0.2mm × 0.1mm | 0.4mm × 0.2mm |
| 実装面積 | 約 0.02mm² | 約 0.08mm² |
| 実装難易度 | 最高難度 | 非常に高い |
| 対応 EMS 数 | 限定的 | 0201 より多い |
| 手はんだ対応 | 不可能 | 不可能に近い |
| リワーク | 事実上不可能 | 非常に困難 |
| 部品単価 | 高い | 0201 より低い |
0201 採用を判断する際は、「本当に 0402(metric)では成立しない設計か」を設計の最初期段階で問い直すことが重要です。
0402(metric)で面積要件を満たせるなら、実装リスク・コスト・品質のトータルで優れた選択になることが多いです。
0201 実装が極めて難しい本当の理由
0201(0.2mm×0.1mm)実装の難しさは、単に「部品が小さい」という話ではありません。
部品サイズの極小化が、印刷・搭載・はんだ付けのすべてのプロセスに対して、現在の量産技術の限界に迫る精度要求を同時に突きつけてくるという点が本質です。
部品サイズと実装精度の関係
0201(0.2mm×0.1mm)の長辺はわずか 0.2mm です。
つまり、許容できる位置ずれ量は 0.01〜0.02mm(10〜20μm)オーダーという、現在の量産実装技術の精度限界に迫る水準になります。
IPC-A-610(はんだ付け品質受け入れ基準)では、部品端子のランドに対するオーバーハング量・サイドオーバーハング量が定められていますが、0201(metric)ではその許容範囲が現実の量産精度に対して極めて厳しくなります(参考:IPC 公式サイト https://www.ipc.org/)。
メタルマスク印刷の位置ずれ・部品搭載時の位置ずれ・リフロー時の部品移動——これらが複合的に重なると、不良率が急増します。
現場での実感として、0402(metric)で安定していた設備・条件が、0201(metric)では全く通用しないケースは珍しくありません。
「少し小さくなっただけ」という感覚で臨むと、必ず大きな壁にぶつかります。
はんだペースト印刷の限界に挑む難しさ
0201(0.2mm×0.1mm)実装における最大の技術的難所が、はんだペーストの印刷工程です。
0201 のランドパターンは非常に小さく、メタルマスクの開口サイズも極小になります。
開口が小さくなると、スキージが通過する際にはんだペーストがマスク開口内に残留しやすくなる「ペースト残り」や、必要量が転写されない「ペースト不足」が起きやすくなります。
開口アスペクト比(開口幅 ÷ マスク厚み)は、印刷品質の安定に関わる重要な指標です。
一般的に 1.5 以上を確保することが推奨されますが、0201(0.2mm×0.1mm)のような極小開口では、マスク厚みを 50〜80μm 程度まで薄くしなければこの比率を満たせないケースが出てきます。
マスクを薄くすると今度はマスク剛性が下がり、印刷時のたわみによる印刷位置ずれが懸念されます。
この矛盾をどう解決するかが、0201(metric)実装ラインの立ち上げで最も頭を悩ませる課題です。
はんだペーストの粒径は、Type5(粒径 15〜25μm)または Type6(粒径 5〜15μm)が必要になります。
Type4 以上の粒径では、極小開口への充填が不安定になり、印刷量のばらつきが大きくなります。
印刷後の 3D SPI(Solder Paste Inspection)は絶対に省略できない工程です。
各ランドのペースト体積・高さ・面積をリアルタイムで計測し、規格外の印刷を即座に NG として検出することが不可欠です。
チップマウンターへの超高精度要求
0201(0.2mm×0.1mm)の搭載には、現在の最高精度クラスのチップマウンターが必要です。
求められる搭載繰り返し精度は ±0.01mm(±10μm、3σ)以下とされており、これは現在市販されているマウンターの精度限界に近い水準です。
ノズルは 0201(metric)専用の極細ノズルを使用し、真空吸着の安定性・吸着荷重の制御精度が特に重要になります。
部品認識カメラの解像度も、0.2mm×0.1mm の外形を 10μm 以下の精度で認識できる仕様が求められます。
テープフィーダーの送り精度も課題です。
0201(metric)のキャリアテープはポケットサイズが 0.25mm×0.15mm 程度という極小サイズのため、フィーダーの送り精度・部品ピックアップ位置の安定性が搭載ミス率を直接左右します。
吸着ミス率(ノズルが部品を吸着できない割合)の日常的なモニタリングと、フィーダーの短いメンテナンスサイクルの設定が、安定量産の必要条件です。
0201 対応の基板設計ルール

0201(0.2mm×0.1mm)実装の品質は、実装工程だけで決まるわけではありません。
基板設計の段階でランドパターン・クリアランス・レジスト開口を適切に設計することが、実装品質の根本的な土台になります。
設計段階でのミスは後工程での修正が非常に困難なため、ここを丁寧に押さえることがとりわけ重要です。
ランドパターン(フットプリント)の設計
0201(0.2mm×0.1mm)のランドパターン設計は、IPC-7351(Surface Mount Design and Land Pattern Standard)が基本参照規格になります(参考:IPC 公式サイト https://www.ipc.org/)。
IPC-7351 では製造余裕度に応じたクラス A(Most)・クラス B(Nominal)・クラス C(Least)が定義されていますが、0201(metric)の極小サイズでは、委託先の設備精度・マスク印刷精度に合わせてクラスを慎重に選定することが必要です。
0201(0.2mm×0.1mm)の標準的なランドパターン寸法の目安は以下の通りです(設計時は必ず最新の IPC 規格・部品メーカー推奨値を優先してください)。
ランド長さ(X 方向)は約 0.14〜0.18mm 程度、ランド幅(Y 方向)は約 0.12〜0.16mm 程度、ランド間ギャップは約 0.08〜0.10mm 程度が参考値として使われます。
これらの数値は、部品メーカーの Application Notes(推奨ランドパターン)を必ず参照し、自社設計ルールとの整合を確認した上で決定してください。
ランド面積が大きすぎるとはんだが過剰になり「はんだボール」「ブリッジ」の原因になります。
小さすぎると接合強度が不足し、熱サイクル・振動での早期破断リスクが高まります。
基板 CAD に登録するフットプリントは、部品メーカーが公開している最新の推奨ランドパターンを確認した上で作成することを強くおすすめします。
クリアランス・レジスト開口・シルクの注意点
0201(0.2mm×0.1mm)実装では、隣接部品や配線との間のクリアランス管理が非常に重要です。
0201 ランドパターン同士の端-端間距離は、最低でも 0.05mm 以上(できれば 0.08mm 以上)を確保することが目安になります。
隣接ランドが近すぎると、はんだペーストが隣接ランドに流れてブリッジを起こしたり、マウンター搭載時に隣の部品と干渉したりする問題が発生します。
シルク印刷(部品番号・極性表示)は、0201 のランドパターン上にかからないよう注意が必要です。
そもそも 0201(0.2mm×0.1mm)部品の周囲には、シルク表示のスペース自体がほとんど取れません。
部品番号シルクをどこに配置するかは、レイアウト全体の設計初期段階で方針を決めておくことが現実的です。
ソルダーレジスト(はんだレジスト)の開口設計については、NSMD(Non-Solder Mask Defined:レジスト開口をランドより大きくする方式)が 0201(metric)では一般的に推奨されます。
NSMD にすることでランド全面を使ったはんだ接合が可能になり、接合強度の安定化に寄与します。
レジスト開口はランドの外周からすべての方向に 0.025〜0.05mm 程度広くとることが目安ですが、基板メーカーの加工精度限界も確認した上で設計値を決定してください。
部品配置と基板レイアウト設計のポイント
0201(0.2mm×0.1mm)部品の配置方向は、リフロー炉の搬送方向との関係で実装品質に影響します。
0201 の長辺方向が炉の搬送方向と平行になるように配置すると、墓石(ツームストーン)現象が発生しにくくなるとされています。
両端のランドが炉内でほぼ同時に加熱されることで、一方のはんだだけが先に溶けて部品が立ち上がる現象を抑えやすくなるためです。
大型部品(IC・コネクタ・電源 IC など)の近くに 0201 を配置する場合、大型部品の熱影響によって 0201 部品の加熱プロファイルが変わることがあります。
熱設計の観点から、0201 の配置エリアをあらかじめゾーニングし、大型部品との熱的な干渉を設計段階で評価しておくことが重要です。
基板辺縁部(基板端から 3〜5mm 以内のエリア)への 0201 部品の配置は、搬送・分割時の振動・応力によるはんだクラックの原因になりやすいため、できる限り避けることが望ましいです。
0201 実装に必要な設備と工程
0201(0.2mm×0.1mm)実装を安定して行うには、各工程で適切な設備と最適化された条件が揃っている必要があります。
設備投資・設備選定の段階でこの要件を正確に把握しておくことが、後工程でのトラブルを防ぐことに直結します。
メタルマスクとはんだペースト印刷
メタルマスクは、レーザー切断による高精度加工品を使用することが 0201(metric)実装の絶対的な前提です。
ケミカルエッチングで作製したマスクでは開口精度・開口面の粗さが劣り、ペースト転写性が安定しません。
マスク厚みは、前述の開口アスペクト比を考慮した上で 50〜80μm 程度の範囲で選定することが多くなります。
0402(metric:0.4mm×0.2mm)用の 100〜120μm マスクをそのまま 0201 に転用することは、アスペクト比の問題から困難です。
マスクの開口形状にラウンド加工(開口コーナーを丸める)を施すことで、ペーストの離型性が向上し、印刷量のばらつき低減に効果があります。
ナノコーティング(マスク表面の撥水・撥はんだコーティング)の採用も、0201 の極小開口では転写性向上に有効な手段として現場で活用されています。
はんだペーストは Type5(粒径 15〜25μm)または Type6(粒径 5〜15μm)の鉛フリーはんだペースト(SAC305 合金:Sn96.5/Ag3.0/Cu0.5 が標準的)を使用します。
ペーストの保管条件(冷蔵保管 5〜10℃)・使用前の温度戻し(室温で最低 2〜4 時間)・使用期限の厳格な管理が、粘度・タック力の安定に不可欠です。
3D SPI による全数印刷検査は省略できません。
各ランドのペースト体積・高さ・面積を定量的に管理し、SPI データの継続的なトレンド分析によってマスクの劣化・印刷条件のドリフトを早期発見する運用が品質安定の基盤になります。
チップマウンターの精度要件
0201(0.2mm×0.1mm)実装ラインに使用するチップマウンターは、メーカー仕様として 0201(metric)/ 008004 対応を明示していることが選定の最低条件です。
国内主要メーカーでは、パナソニック コネクト・ヤマハ発動機・JUKI・富士機械製造(現 FUJI CORPORATION)などが超小型部品対応機種を提供しています。
海外メーカーでは ASM(SIPLACE シリーズ)・Kulicke & Soffa(旧 Assembléon)などが挙げられます。
各メーカーの最新仕様は必ず公式サイトで確認してください。
搭載精度は ±0.01mm(3σ)以下の実力値が求められます。
カタログ値だけで判断せず、実際の量産条件(ノズル摩耗・温度変化・フィーダー状態を含む)での実力値をデモ実装で確認することを強くおすすめします。
0201(metric)専用ノズルの耐久性・交換サイクル・メーカーからの供給安定性も、設備選定時に確認すべき重要事項です。
リフロー炉のプロファイル設定
リフロー炉のはんだ付けプロファイルは、0201(0.2mm×0.1mm)実装品質に直接影響します。
鉛フリーはんだ(SAC305)の標準的なリフロープロファイルは、プリヒートゾーン(150〜200℃)・ソーク(均熱)ゾーン・リフロー(ピーク)ゾーン(235〜250℃)・冷却ゾーンで構成されます。
JEDEC J-STD-020 も参考規格として参照できます(参考:JEDEC 公式サイト https://www.jedec.org/)。
0201(metric)において特に注意すべきは、プリヒート・ソークゾーンの温度均一性です。
0201 は熱容量が極小のため、温度上昇が速すぎると両端のはんだが不均一に溶けて墓石現象の引き金になります。
炉内の温度分布を複数点の熱電対で実測し、基板上の Δ T(温度差)を最小化することがプロファイル設定の基本です。
また、0201 が搭載された基板には大型部品も混在することが多く、大型部品の熱容量に合わせたプロファイルが 0201 にとって過熱・急熱になっていないか、必ず確認が必要です。
冷却速度も重要で、急冷によってはんだ接合部に内部応力が残留すると、熱サイクル試験での早期破断リスクが高まります。
新しい基板品種・新規部品追加のたびにプロファイルを再評価し、実測データに基づいた量産条件の設定が現場のベストプラクティスです。
0201 実装で発生しやすい不良とその対策
0201(0.2mm×0.1mm)実装では、部品サイズの極小化に起因する固有の不良が発生しやすくなります。
主な不良モードと対策を体系的に把握しておくことで、不良率を大幅に低減できます。
墓石(ツームストーン)現象
墓石現象とは、チップ部品の片方のはんだが先に溶けることで、表面張力によって部品が縦に立ち上がってしまう不良です。
英語では Tombstoning または Manhattan Effect とも呼ばれます。
0201(0.2mm×0.1mm)では部品の熱容量が極小のため、両端ランド間のわずかな温度差・はんだ量差でも墓石が発生します。
対策の第一は、ランドパターンの対称性の確保です。
両端のランドサイズ・形状が非対称だと、はんだ溶融のタイミングがずれて墓石になります。
設計段階での対称なランド設計が根本対策です。
第二は、はんだペースト印刷量の両端バランス管理です。
SPI データで両端のペースト体積差を確認し、差が大きい場合はマスク開口・印刷条件を見直します。
第三は、部品配置方向の最適化です。
0201 の長辺を炉の搬送方向に平行に配置することで、両端の加熱タイミングを揃えやすくなります。
第四は、リフロープロファイルの最適化です。
プリヒート・ソーク条件を丁寧に設定し、両端が均一に昇温されるよう調整することが有効です。
ブリッジ・はんだ不足・未はんだ
ブリッジは、隣接するランド間がはんだでつながってしまう短絡不良です。
0201(0.2mm×0.1mm)では隣接ランド間のギャップが 0.08〜0.10mm 程度と非常に狭いため、はんだペーストが少し過剰なだけでブリッジのリスクが急増します。
基本的な対策は SPI による印刷量の厳密な管理です。
過剰印刷を出さない安定した印刷工程を構築することがブリッジ防止の根本対策になります。
隣接ランド間のソルダーレジスト(はんだダム)が正しく形成されているかも確認が必要です。
はんだ不足・未はんだは、逆に印刷量が少ない場合に発生します。
主な原因は、メタルマスクの開口詰まり・はんだペーストの劣化・印刷圧力不足です。
マスクの定期的なアンダークリーニング(マスク裏面の清掃)と、使用中のはんだペーストの粘度・スランプ特性の管理が重要です。
部品飛び・位置ずれ
部品飛びとは、リフロー工程中に部品が本来の位置から大きく移動してしまう不良です。
0201(0.2mm×0.1mm)は重量が数μg〜数十μg という極めて軽量なため、はんだペーストのタック力(粘着力)が低下しているだけで部品が動いてしまいます。
はんだペーストの保管・使用条件の管理(冷蔵保管・使用前の温度戻し・使用期限の遵守)を徹底することが、タック力低下の防止に直結します。
炉内の気流による部品飛びも、0201 では現実的なリスクです。
リフロー炉のコンベア速度・送風設定を確認し、過剰な気流が 0201 部品に当たっていないか確認することが重要です。
位置ずれ(搭載精度不足によるランドからのずれ)は、マウンターの精度管理と部品認識精度の維持で防ぐことが基本です。
定期的な精度キャリブレーション・認識カメラの清掃・ノズルの点検と交換サイクルの管理が日常管理項目として欠かせません。
0201 実装の検査工程——AOI と X 線の活用
0201(0.2mm×0.1mm)実装後の品質保証には、適切な検査体制が不可欠です。
人による目視検査は 0201 サイズでは現実的に不可能で、自動検査機器を正しく活用することが品質保証の要になります。
AOI の限界と運用ポイント
AOI(Automated Optical Inspection)は、カメラで基板を撮影し、部品の有無・位置ずれ・極性・はんだ形状などを自動検出する検査機器です。
リフロー後の AOI 検査は 0201 実装ラインの標準的な品質管理手段ですが、0201(0.2mm×0.1mm)では AOI に特有の難しさがあります。
まず、撮影解像度の問題です。
0.2mm × 0.1mm の部品を高精度で認識するには、AOI 機のカメラ解像度・光学系が 0201 対応であることを確認する必要があります。
すべての AOI 機が 0201(metric)に対応しているわけではありません。
次に、照明の問題です。
0201 のような極小部品は、照明角度・波長によって反射の仕方が大きく変わり、正常品が不良判定される「過検出(False Call)」が発生しやすくなります。
過検出が多いと検査員の確認負荷が増大し、本物の不良を見落とすリスクが上がります。
撮影条件(照明角度・色・カメラ解像度)と判定アルゴリズムを 0201 対応で十分チューニングすることが、AOI 運用の品質を左右します。
AOI で検出できる主な不良は、部品欠品・部品反転(極性ミス)・大きな位置ずれ・チップ立ち(墓石)・明らかなブリッジです。
一方、はんだ接合部の内部品質(ボイド・クラック・ぬれ広がり不足)は光学的に検出できないため、AOI だけで完結させるのではなく X 線検査との組み合わせが重要です。
X 線検査の活用場面
X 線検査(X 線透過検査)は、はんだ接合部の内部状態を非破壊で確認できる検査手段です。
0201(0.2mm×0.1mm)では接合部が極小のため、AOI だけでは微細なはんだ不足・ブリッジ・ボイドを見落とすリスクがあります。
特にプロセス条件確立段階(量産立ち上げ時・新品種導入時・実装条件変更時)では、X 線検査を活用してはんだ形状・ボイド率・接合状態を詳細に確認することを強くおすすめします。
量産段階では全数 X 線検査が現実的でないケースも多いですが、初流管理・定期サンプリング・不良流出時の原因調査での活用が一般的な運用です。
0201 対応の X 線検査機は、高解像度の 2D/3D X 線検査機を使用することが推奨されます。
CT(コンピュータ断層撮影)機能付きの 3D X 線検査機であれば、接合部内部のボイド分布・形状をより詳細に把握できます。
実装委託(EMS)を選ぶときのチェックポイント
0201(0.2mm×0.1mm)実装を外部の EMS(Electronics Manufacturing Service)会社に委託する場合、委託先の選定は慎重に行う必要があります。
「SMT 実装に対応」と言っても、0201(metric:0.2mm×0.1mm)対応には特別な設備・ノウハウが必要で、対応できる EMS は現時点では限られています。
まず確認すべきは、0201(0.2mm×0.1mm)実装の実績です。
「0201 実装の量産実績があるか」「どの業種・製品での実績か」を具体的に確認しましょう。
スマートフォン・ウェアラブル・補聴器・医療機器などハイエンド製品での実績があれば、高い実装品質が期待できます。
次に、保有設備の確認です。
0201(metric)対応高精度マウンター・3D SPI・高解像度 AOI・X 線検査機の保有状況を具体的に確認します。
「0201 対応」を標榜していても、設備の実力・メンテナンス状況によって実際の品質は大きく異なります。
品質管理体制の確認も重要です。
ISO 9001 認証・工程内品質データの管理・共有方法・不良発生時の原因調査と是正対応プロセスを確認します。
DFM(Design for Manufacturability)支援の有無も重要な選定ポイントです。
設計段階から EMS のエンジニアと連携し、ランドパターン・クリアランス・部品配置を設計レビューで確認できる体制があることが、不良を未然に防ぐ最大の予防策です。
「設計データを渡して出来上がりを待つ」ではなく、「設計レビューの段階から対話できる EMS を選ぶ」ことが、0201(metric)実装成功の重要な要素です。
費用体系についても、0201 実装に伴う追加費用(専用ノズル・極薄メタルマスク費・設備段取り費・検証費)が見積もりに含まれているかを事前に明確にしておきましょう。
よくある質問(FAQ)
Q1. 日本仕様の 0201(0.2mm×0.1mm)とインチ表記の 0201 は同じサイズですか?
全く異なるサイズです。
日本のメトリック表記での 0201 は 0.2mm × 0.1mm ですが、EIA インチ表記での 0201 は 0.6mm × 0.3mm(メトリック表記の 0603 に相当)です。
設計書・調達書類・部品メーカーのデータシートを確認する際は、必ずどちらの表記体系かを確認してください。
社内・顧客間・委託先間でのサイズ呼称の統一は、実装ミス・部品調達ミスを防ぐために非常に重要です。
Q2. 0201(0.2mm×0.1mm)は手はんだで実装できますか?
実装は事実上不可能です。
0.2mm × 0.1mm という部品サイズは、人間の手で扱うことのできる限界をはるかに超えています。
通常のはんだごてのコテ先よりも部品自体が大幅に小さく、量産品への手はんだ適用はもちろん、試作段階でのリワーク(修正)ですら現実的ではありません。
0201(metric)を採用する設計では、「リワークが発生しない品質をいかに初回から確保するか」を設計・実装の全体で追求することが基本方針になります。
Q3. 0201(0.2mm×0.1mm)実装に必要なメタルマスクの仕様は?
マスク厚みは 50〜80μm 程度が目安になります。
開口アスペクト比(開口幅 ÷ マスク厚み)を 1.5 以上確保することが印刷品質安定の基本ですが、0201 の極小開口ではこの比率を満たすためにマスクを薄くする必要が出てきます。
加工はレーザー切断が必須で、ナノコーティングの採用も転写性向上に有効です。
マスクの仕様は、使用するはんだペーストの粒径・粘度・印刷機の性能と合わせて最適化してください。
Q4. 0201(0.2mm×0.1mm)実装でよく使われるはんだペーストの種類は?
Type5(粒径 15〜25μm)または Type6(粒径 5〜15μm)の鉛フリーはんだペーストが推奨されます。
粒径が大きい Type4 以上では、0201 の極小開口への充填が不安定になり、印刷量のばらつきが増大します。
ペーストの保管(冷蔵 5〜10℃)・使用前の温度戻し・使用期限の管理を徹底することが、粘度・タック力の安定に不可欠です。
Q5. 自社の実装設備が 0201(0.2mm×0.1mm)に対応しているか確認する方法は?
マウンターメーカーに問い合わせ、使用機種の最小対応部品サイズを確認することが最初のステップです。
合わせて、0201(metric)専用ノズルの有無・認識カメラの解像度・フィーダーの対応状況を確認します。
確認後、実際に 0201 を含む試験基板でデモ実装を行い、搭載精度・吸着ミス率を実測することで設備の実力を把握することをおすすめします。
カタログスペックと実力値の差を自社の目で確認することが、後工程のトラブルを防ぐ最善策です。
Q6. 0201(0.2mm×0.1mm)の信頼性(熱サイクル・振動)は大丈夫ですか?
適切な設計・実装条件のもとでは、はんだ接合の信頼性は確保できますが、接合面積が極小のため熱ストレス・振動ストレスへの耐性については慎重な評価が必要です。
車載・産業機器・医療機器など信頼性要求が高い用途では、熱サイクル試験・振動試験・落下試験などを実施し、信頼性データを取得した上で採用判断することを強くおすすめします。
Q7. 0201(0.2mm×0.1mm)部品の保管・ハンドリングで注意すべきことは?
MLCC(積層セラミックコンデンサ)は、保管環境の湿度・温度によって特性が変化する場合があります。
部品メーカーの指定する保管条件(温湿度・棚寿命)を遵守した管理が基本です。
0201(metric)は重量が極めて軽量なため、清掃・エアブロー作業時の気流で部品が飛散・混入するリスクがあります。
実装エリアでの強い気流の発生には十分注意してください。
ESD(静電気放電)対策された環境でのハンドリングも重要です。
Q8. 0201(0.2mm×0.1mm)よりさらに小さいサイズの部品はありますか?
現時点では、0201(metric:0.2mm×0.1mm)が量産実装される部品の最小クラスとして広く認識されています。
一部の先端メーカーが研究・開発レベルでさらに小さいサイズの試作を行っていますが、現時点では量産適用できる実装設備・工法・品質管理体制が確立されておらず、一般の量産ラインへの適用は現実的ではありません。
0201(metric)が、現在の量産実装技術の限界に最も近いサイズと言えます。
まとめ
0201(0.2mm×0.1mm)実装は、スマートフォン・ウェアラブル・超小型医療機器など、現代の高密度電子機器開発の最前線を支える技術です。
その極小サイズゆえに、設計・印刷・実装・検査のすべてのフェーズで現在の量産技術の限界に迫る精度と専門知識が求められます。
この記事でお伝えしたポイントを振り返ります。
日本仕様の 0201 はメトリック表記で 0.2mm × 0.1mm であり、EIA インチ表記の「0201」(0.6mm×0.3mm)とは全く別サイズです。
表記体系の確認は、設計・調達・実装のすべての起点になります。
実装難易度の本質は、印刷精度・マウンター精度・リフロープロファイルのすべてが現在の量産技術限界に近い水準を要求される点にあります。
基板設計段階でのランドパターン・クリアランス・レジスト開口の適切な設計が、実装品質の根本的な土台を作ります。
主要不良モード(墓石・ブリッジ・部品飛び)と対策を事前に知っておくことで、トラブル発生時の原因特定と再発防止が早くなります。
AOI と X 線検査を組み合わせた検査体制が、0201 実装品の品質保証を支えます。
EMS 委託先の選定では、0201(metric)対応の実績・設備・品質管理体制・DFM 支援体制を総合的に評価することが重要です。
0201(0.2mm×0.1mm)実装は確かに高いハードルがありますが、正しい知識と適切な体制があれば安定した量産は実現可能です。
「0201 を採用すべきか判断したい」という方は、まず設計段階での実装委託先への早期相談と DFM レビューから始めてみることをおすすめします。
設計者と実装エンジニアが早期に連携することが、0201 実装成功への最短ルートです。




