






序論:パワーエレクトロニクス実装におけるパラダイムシフトと技術的課題

現代のエレクトロニクス製造業において、電気自動車(EV)、5G通信インフラストラクチャ、航空宇宙・防衛産業、および高性能コンピューティング(HPC)の急速な発展に伴い、プリント基板(PCB)アセンブリに対する要求水準はかつてない領域へと突入している。
これらの最先端分野では、大電流を制御するパワー半導体(SiCやGaNデバイス、IGBTモジュールなど)や、極めて高い放熱性が求められる極厚銅箔基板(Heavy Copper PCB)の採用が急増している。
このような高出力アプリケーションの設計においては、接合部に流れる電流量と発生する熱量が従来の消費者向け電子機器とは比較にならないほど大きく、はんだ接合部に対して極めて高い電気的伝導性、熱的放散性、および機械的信頼性が長期にわたって要求される。
従来、表面実装技術(SMT)におけるコンポーネントの接合と電気的導通の確保には、メタルマスク(ステンシル)を用いたスクリーン印刷による「はんだペースト(クリームはんだ)」の基板上への塗布が標準的な手法として広く用いられてきた。
しかしながら、大電流を扱うパワーコンポーネントや極厚銅箔基板への実装においては、通常のペースト印刷のみでは物理的に十分な「はんだ量」を確保できないという重大な問題(Solder Starvation:はんだ量不足)が発生している。
この致命的なはんだ量不足を補うための革新的なアプローチとして、海外の電子機器受託製造サービス(EMS)企業を中心に、ペースト印刷工程に加えて、特定の形状に打ち抜かれた純度100%の固体はんだである「プリフォームはんだ」を、標準的なチップマウンターを用いてペーストの上に直接搭載するハイブリッド工法が標準化しつつある。
さらに、この技術領域における最新のニッチトレンドとして、プリフォームの表面自体に精密なフラックスがコーティングされた「フラックスコーティング・プリフォーム」が市場に投入されている。
本技術は、追加のフラックス塗布機(ディスペンサー)を製造ラインから完全に排除することでプロセスの簡略化と投資利益率(ROI)の向上を実現すると同時に、パワー半導体実装において致命的な欠陥となるボイド(気泡)の発生率を1%未満に抑えるという驚異的な性能を発揮している。
本報告書は、北米の防衛・車載向けEMSにおいて積極的な採用が進むこのフラックスコーティング・プリフォーム技術について、その物理的・化学的メカニズム、ボイド抑制の科学的根拠、極厚銅箔基板やQFN(Quad Flat-pack No leads)パッケージへの適用効果、および製造経済性の観点から網羅的かつ深掘りした分析を提供する。
SMT実装におけるはんだ量不足の物理的背景と従来技術の限界

はんだペーストの体積特性と「Solder Starvation」のメカニズム
SMT工程の根幹を成すはんだペーストは、微細な金属粉末とフラックス成分が混合された流体状の物質である。
ここでプロセス工学上極めて重要となるのは、一般的なはんだペーストは体積比で約50%がフラックスや溶剤で構成されているという事実である。
すなわち、基板上に印刷されたはんだペーストがリフロー炉で加熱され、フラックス成分が揮発・流出した後、最終的に形成される純粋な金属フィレットの体積は、初期に印刷されたペースト体積の約半分にまで劇的に収縮してしまう。
大電流対応のパワー半導体や、基板の表裏を貫通して熱と電流を逃がすためのスルーホール(Pin-in-Paste工法)、巨大なサーマルパッドを有するBTC(Bottom Termination Components:底面電極部品)においては、IPC規格を満たす堅牢な金属フィレットを形成するために絶対的に大量の金属はんだが必要となる。
これをペースト印刷の体積だけで補おうとする場合、メタルマスクの開口部を極端に拡大するか、局所的にマスク厚を増すステップステンシルを使用する必要がある。
しかし、このような強引な印刷手法は、隣接する微細ピッチ部品(0402サイズ等の受動部品)のブリッジ不良や、リフロー時の過剰なはんだボールの発生を誘発するため、高密度な混載実装を前提とする現代の基板設計においては事実上適用が不可能である。
極厚銅箔基板(Heavy Copper PCB)実装における熱的・構造的課題
はんだ量不足の課題は、防衛機器や車載インバータ向けに多用される極厚銅箔基板においてさらに顕著となる。
一般的なプリント基板の銅箔厚が0.5オンスから3オンス(約17.5µm〜105µm)であるのに対し、Heavy Copper PCBは3オンスから20オンス(約105µm〜700µm)、極端な軍事・航空宇宙システム向けでは最大200オンス(約7000µm)という規格外の厚みを持つ。
| PCBタイプ | 銅箔重量 (オンス/平方フィート) | 銅箔厚み (µm) | 主な適用分野 |
| 標準PCB | 0.5 – 3 oz/ft² | 17.5 – 105 µm | 民生用電子機器、一般的な論理回路 |
| 極厚銅箔PCB (Heavy Copper) | 3 – 20 oz/ft² | 105 – 700 µm | パワーエレクトロニクス、車載インバータ、産業機器 |
| 超極厚銅箔PCB (Extreme Copper) | 20 – 200 oz/ft² | 700 – 7000 µm | 高出力軍事システム、航空宇宙システム |
これらの極厚銅箔基板は巨大な電流を安全に流し、高温を発するコンポーネントからの熱を効率的に放散する能力を持つ反面、回路パターン間に生じる物理的な段差(トレンチ)が極めて深くなるという構造的課題を抱えている。
標準的なスキージを用いたスクリーン印刷では、この深い段差の底面まで均一にはんだペーストを充填することは極めて困難である。
さらに、極厚銅箔は巨大なサーマルマス(熱容量)を持つため、リフロー炉内において局所的なはんだ付け温度が上昇しにくく、濡れ性の悪化やコールドソルダー(未はんだ)のリスクが高まる。
これに対処するには、通常のペースト以上の熱容量とはんだ体積を外部から物理的に補給する手段が不可欠となる。
Solder Fortification(はんだ補強技術)とテープ&リール供給の確立
プリフォームはんだによる100%金属体積の付与
ペースト印刷に依存する物理的限界を打破するためにEMS業界で確立された手法が、「Solder Fortification(はんだ補強技術)」である。
この技術は、はんだペーストが印刷されたパッド上に、さらに固体のはんだ合金であるプリフォームを追加で搭載するアプローチである。
プリフォームはんだは、はんだペーストとは異なり100%の純粋な金属合金で構成されているため、リフロープロセス中における体積収縮が一切発生しない。
これにより、基板のレイアウト設計を変更したり、高価で運用が難しいステップステンシルを導入したりすることなく、接合部における絶対的なはんだ体積を精密に増加させることができる。
特にモバイル端末のRFシールド接合部など、ペーストを十分に印刷できない「Solder Starved(はんだ枯渇)」な条件下において、プリフォームは必要な金属量を的確に補給し、電磁波干渉(EMI)や静電気放電(ESD)に対する保護性能を確保する上で決定的な役割を果たしている。
チップマウンターとの完全な互換性と高速自動化
この技術が北米を中心とした海外の先進的なEMSで標準化された最大の要因は、プリフォームはんだの供給形態にある。
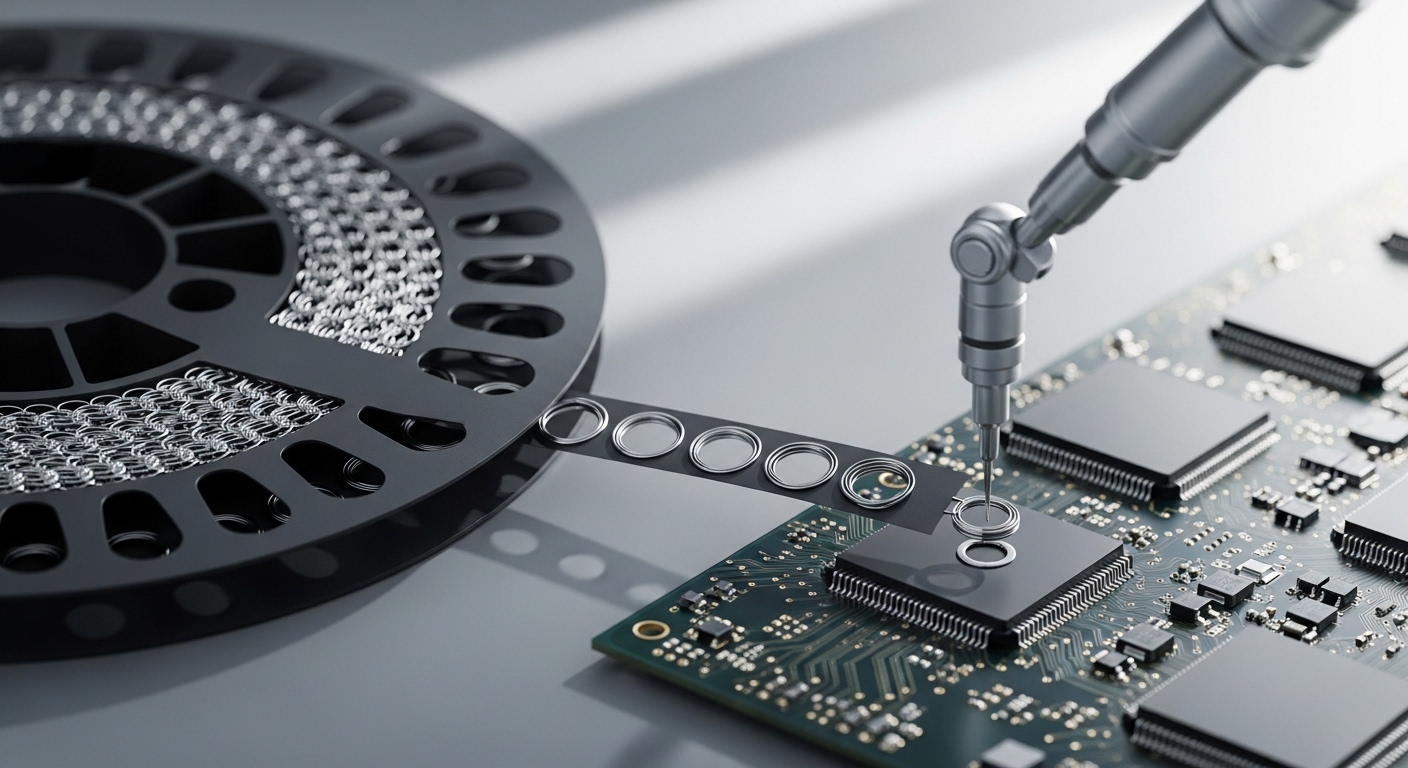
Indium CorporationやMacDermid Alphaなどの主要材料メーカーは、プリフォームを単なるバルク部品としてではなく、7インチまたは13インチのリールに巻かれた「テープ&リール(Tape and Reel)」の形態で供給している。
テープ&リールパッケージングにおいて、プリフォームはキャリアテープの個別のポケットに整然と格納され、カバーフィルムで保護された状態で提供される。
これらのプリフォームの多くは、0201、0402、0603、0805といった業界標準のチップコンデンサや抵抗器と全く同じ外形寸法(例えば0402サイズであれば1mm x 0.5mm x 0.5mm)に精密に成形されている。
その結果、EMS企業は既存の標準的なピックアンドプレース機(チップマウンター)のフィーダーにこのリールをセットするだけで、時速20,000点(20,000 CPH)を超える超高速でプリフォームを基板上に自動配置することが可能となる。
手作業による配置や専用のボウルフィーダーを用いた複雑な自動化設備を新たに導入する必要がなく、標準的なSMTラインにシームレスに統合できる点は、製造スループットの最大化と First Pass Yield(FPY:初回合格率)の向上に直結する。
Pin-in-Paste(PIP)工法によるウェーブソルダリングの排除
テープ&リール供給されるプリフォームの導入は、プロセスステップの排除という観点でも多大な経済効果をもたらす。
従来、表面実装部品とスルーホール部品が混載された基板の製造においては、SMTリフロー工程の後に、ウェーブソルダリング(フローはんだ付け)工程を追加で行う必要があった。
しかし、Pin-in-Paste(PIP)工法において、スルーホール周辺に印刷したペーストの上にプリフォームをマウンターで配置することで、スルーホール内部を完全に充填するのに必要なはんだ量をリフロー工程のみで確保できる。
これにより、ウェーブソルダリング装置の維持費、専用パレットの設計費用、ウェーブ工程に起因する熱衝撃ダメージ、および後洗浄の手間を完全に排除することができ、製造コストとサイクルタイムの劇的な削減が実現する。
フラックスコーティング技術によるパラダイムシフトと設備排除
ペースト印刷とプリフォーム配置を組み合わせたハイブリッド工法が普及する中で、実装品質のさらなる安定化と工程削減を目指して開発された最新のニッチトレンドが、「フラックスコーティング・プリフォーム(Flux-Coated Preforms)」である。
従来の液状ディスペンス工程における技術的・経済的課題
無垢(ベア)なプリフォームはんだを使用する場合、大きな技術的懸念が存在した。
プリフォームをコンポーネント(パワー半導体の底面など)の直下に配置する際、プリフォームの上部表面とコンポーネント側の電極との間にはんだペーストが存在しない状態が生じる。
はんだペーストが持つフラックスが介在しないこの界面では、リフロー加熱時に強固な金属酸化膜を除去することができず、濡れ性の悪化や接合不良が多発するリスクがあった。
この問題を解決するため、従来のEMSではSMTラインの内部に高価なフラックス・ディスペンサー(自動塗布機)を追加で設置し、プリフォームを搭載する前後で液状またはペースト状のフラックスを接合部に後塗りする工程を挟むのが一般的であった。
しかし、ディスペンサーの導入には以下のような深刻な課題が伴う。
- 設備投資とライン長の増大:専用の塗布機とそれに伴う塗布検査装置(AOI)の追加は、莫大な設備投資(CAPEX)を要し、製造フロアのフットプリントを占有する。
- 塗布量の不安定性:シリンジからの吐出は、フラックスの粘度変化やノズルの微細な詰まりの影響を受けやすく、塗布量のばらつき(多すぎる、または少なすぎる)が恒常的に発生する。
- 過剰残渣と洗浄負荷:安定した濡れ性を確保するために多めのフラックスを塗布する傾向があるが、これによりリフロー後に大量のフラックス残渣が発生し、電気的信頼性を損なう懸念から、後工程での強力な洗浄プロセスが必須となってしまう。
フラックスコーティングによるプロセスの完全統合
フラックスコーティング・プリフォームは、製造メーカー(Indium CorporationやMacDermid Alphaなど)の工場出荷段階で、プリフォームの表面全体に対してあらかじめ極めて精密にフラックスを被膜形成した製品である。
この革新的なアプローチは、実装プロセスに以下の決定的な優位性をもたらす。
- ディスペンサーの完全排除:フラックスがプリフォーム自体に一体化して供給されるため、ライン上のフラックス塗布設備が完全に不要となる。これにより、プロセスのセットアップ時間が短縮され、メンテナンスの負担が消滅する。
- フラックス量の絶対的制御:Indium社などの高度な製造プロセスでは、コーティングされるフラックスの量がプリフォーム全体の重量に対して1%〜3%(標準的には1%±0.5%)という極めて厳密な許容誤差内で管理されている。この完璧な均一性により、ディスペンサー特有の吐出ばらつきや、オペレーターの手作業による人的エラーが完全に排除され、常に最適なフラックス効果が保証される。
- ノー・クリーン(無洗浄)プロセスの実現:接合を完了させるための必要最低限のフラックスのみが塗布されているため、リフロー後の残渣が極微量に抑えられる。これにより、溶剤を用いた洗浄工程をスキップできるノー・クリーンプロセスが実現し、環境負荷の低減とコストダウンに大きく寄与する。
主要なフラックスコーティング製品群とその化学的信頼性
これらのコーティングに使用されるフラックスは、単なる松脂(ロジン)ではなく、最新の化学的精製を受けた高度な活性剤パッケージを含むノー・クリーンまたはロジンベースの化学物質である。
以下に、業界をリードする主要なフラックスコーティング製品の特性とそのIPC分類(J-STD-004B準拠)を示す。
| 製造メーカー | 製品名 | IPC分類 | ハロゲン含有率 | 適合する基板表面処理 | 特徴および信頼性テスト結果 |
| Indium Corporation | LV2K | ROL0 | 0% | Au, Ag, Pd, Pt, Cu, HASL, ENIG, Sn | 無洗浄対応。広範な合金に適合し、完全な信頼性テストをパス。 |
| Indium Corporation | LV299 | ROL1 | <0.5% (L) | Au, Ag, Pd, Pt, Cu, Ni, HASL, ENIG, Sn | 超低ボイド配合。自動搭載時のコプラナリティ(平坦性)を維持。 |
| Indium Corporation | NC-7 | ROL0 | <0.05% (0) | Au, Ag, Pd, Pt, Cu, HASL, ENIG, Sn | 高い表面絶縁抵抗(SIR: 100MΩ以上)を実証。ボウルフィーダやマウンタに最適。 |
| Indium Corporation | NC-10HF | ROL0 | 0% | Au, Ag, Pd, Pt, Cu, Ni, HASL, ENIG, Sn | ハロゲンフリー要件を完全に満たす高信頼性仕様。 |
| MacDermid Alpha | AccuFlux | 各種 | 各種 | OSP等を含む各種標準処理 | 大面積の接合部における極低ボイド性能を保証。非粘着性で高速マウントに適合。 |
これらの最先端フラックスは、J-STD-004Bに基づく過酷な信頼性試験をすべて通過している。
例えばNC-7の場合、IPC-TM-650 2.3.32に基づく銅ミラー試験においてミラー表面の破壊(ブレイクスルー)が見られず、2.6.15に基づく銅腐食試験においても緑色の塩化銅腐食の発生が全く観察されない。
さらに、7日間にわたる高温高湿下での表面絶縁抵抗(SIR)試験(2.6.3.7)においても、デンドライト(樹枝状結晶)の成長が見られず、最低100メガオーム(1×10⁸オーム)の絶縁抵抗を維持し、電気化学的マイグレーション(ECM)試験でも抵抗値の低下が1ディケード未満に抑えられている。
これらの化学的安定性により、航空宇宙や車載機器における長期的な電気的信頼性が担保されているのである。
ボイド(気泡)発生率1%未満を達成する物理的・熱力学的メカニズム
北米の防衛・車載向けEMSがフラックスコーティング・プリフォームを積極的に採用する最大の技術的動機は、単なるプロセスの簡略化にとどまらず、「ボイド(気泡)の劇的かつ確実な削減」にある。
特に高出力を扱うIGBTモジュールや、QFN、BTC(Bottom Termination Components)パッケージにおいて、接合部におけるボイドの存在はシステム全体に致命的な機能不全をもたらすリスク要因となる。
ボイドによる熱的・電気的障害のメカニズム
BTCや高出力パワー半導体の底面には、チップから発生する膨大な熱を基板側の放熱ビアに逃がすための巨大なサーマルパッド(放熱電極)が設けられている。
はんだ接合部内にボイドが存在すると、空洞部分が断熱材として機能してしまい、チップから基板への熱移動(熱伝導率)を著しく阻害する。
その結果、チップ内部に局所的な高温領域(ホットスポット)が発生し、熱膨張係数(CTE)のミスマッチに起因する強力な熱機械的応力が誘発される。
この応力の反復により、はんだクラックの発生や層間剥離(デラミネーション)が加速し、最終的にはデバイスの焼損に至る。
さらに、高周波(RF)特性や高速スイッチング動作においても、ボイドが電流経路を乱すことでインダクタンスが増加し、高周波性能の劣化を引き起こすことが報告されている。
はんだペースト単独実装におけるボイドの発生要因
QFNなどのBTCを標準的なはんだペーストのみで実装した場合、サーマルパッド下のボイド面積率が40%を優に超えるケースも珍しくない。
この大規模なボイド形成には、主に2つの物理的要因が関与している。
- 膨大なフラックス揮発ガス(アウトガス)の発生:前述の通り、はんだペーストの約50%はフラックスである。リフロー炉内ではんだが溶融温度に達する過程で、この大量のフラックス成分が一斉に活性化・沸騰し、膨大な揮発ガスを発生させる。
- 逃げ場のない密閉構造(スタンドオフ高の不足):QFNなどのBTCパッケージは、その構造上、部品底面と基板パッドとの間の隙間(スタンドオフ)が数ミクロンから数十ミクロンと極めて狭い。この極小のクリアランス空間で大量のガスが発生すると、パッケージの外周へとガスが逃げる(アウトガスする)ための物理的な経路が塞がれてしまう。結果として、ガスは溶融したはんだ内部に閉じ込められ、巨大な気泡(ボイド)として硬化してしまうのである。
フラックスコーティング・プリフォームによる「排気メカニズム」と「ニア・ゼロ」の達成
この絶望的なボイド問題を解決するために、フラックスコーティング・プリフォームを用いたはんだ補強技術(Solder Fortification)が導入される。
この技術により、ボイド率は平均10%以下にまで低下し、最適な条件や真空リフロー装置との組み合わせにおいては「面積比1%未満(ニア・ゼロ)」、さらには単一ボイド率0.2%未満という驚異的なレベルにまで抑制されることが実証されている。
その背景には、以下の3つの相乗的なメカニズムが存在する。
- フラックス絶対量の劇的な削減: 巨大なサーマルパッドに必要なはんだ体積を確保する際、ペーストの塗布量を増やすのではなく、100%金属であるプリフォームを配置する。プリフォームにコーティングされたフラックスは全体のわずか1%〜3%(例えばNC-9フラックスで重量比1%〜1.5%)であるため、接合部全体に持ち込まれるフラックスの総体積がペースト単独の場合と比較して劇的に減少する。ガスの発生源そのものを最小化することで、トラップされる気泡の絶対量を物理的に減少させる。
- アウトガス経路(スタンドオフ)の強制的確保: 一定の厚みを持つプリフォームをコンポーネントと基板の間に挟み込むことで、プリフォームが物理的なスペーサーとして機能し、適切なスタンドオフ高さが強制的に確保される。Indium社の研究によれば、ボイドを最小化するための最適なプリフォーム設計は、基板のサーマルパッド面積の約80%〜85%を覆うジオメトリとし、その厚みをはんだペーストの印刷厚の約50%(ただし最低でも0.0015インチ / 約0.04mm以上)に設定することである。この設計により、コンポーネントが沈み込みすぎるのを防ぎ、プリフォームの周囲を通って揮発ガスがスムーズに外部へ排出(アウトガス)される経路が確保される。
- 最適化されたフラックス化学組成による活性タイミングの同調: Indium社の「LV1000」やMacDermid Alpha社の「AccuFlux」といった最新世代の低ボイド用フラックスコーティングは、揮発ガスの発生タイミングが、はんだの溶融プロセスと完全に同調するように化学的に設計されている。はんだ合金が完全に溶融してコンポーネントの周囲をシール(密閉)してしまう前に、フラックスが活性化してガスの放出を終えるため、はんだ内部に気泡がトラップされるのを根本から防ぐ。この精密な化学的制御により、QFNやIGBTなどのフットプリントが広いコンポーネントであっても、超低ボイド性能が保証されるのである。
構造強化型プリフォーム(InFORMS)による究極の熱機械的信頼性
車載用EVインバータや航空宇宙システム向けの高出力パワーモジュール(SiC / GaNデバイス等)の実装においては、単なる初期のボイド削減にとどまらず、自動車のエンジンルーム内や宇宙空間における極端な温度サイクル(Thermal Cycling)や物理的振動に長期間耐えうる「究極の機械的強度」が要求される。
この極限の要求に応えるため、Indium Corporationなどの先進企業は、単なる金属合金の塊ではなく、プリフォーム内部に高融点金属の補強マトリックス(微細なメッシュ状の構造体)を組み込んだ「構造強化型プリフォーム(例:InFORMS®)」を市場に投入している。
- ボンドラインのミクロン単位の制御:内部に組み込まれたマトリックスは、はんだの一般的なリフロー温度では決して溶融しない。そのため、重いパワーコンポーネントが実装された場合でも、自重によるはんだの沈み込みやアセンブリの傾き(チルト)を防ぎ、接合部の厚み(ボンドライン)を部品全体で正確かつ均一に維持する。InFORMSは、要求されるスタンドオフに合わせて、55µm(ESM02)、80µm(ESM03)、110µm(SM04)、最大265µm(ESM10)といった極めて精密なボンドライン厚を物理的に保証する。
- クリープ抵抗と疲労寿命の飛躍的向上:過酷な温度変化によりチップと基板間に巨大な熱応力(CTEミスマッチによる歪み)が反復して加わった際、内部の強化マトリックスが骨組みとして機能し、応力を均一に分散させる。これにより、はんだ合金のクリープ(塑性変形)やクラックの進展を強力に抑制する。広範な熱衝撃試験(Thermal Shock Aging)のデータによれば、InFORMSを採用することで、標準的なプリフォームと比較して疲労寿命(Lifecycle Reliability)が最大4倍に延びることが実証されている。
これらの構造強化型プリフォームに対しても、前述のLV2KやLV299といったフラックスコーティングを施すことが可能である。
テープ&リール供給による高速自動実装と、構造強化マトリックス、そしてフラックスコーティングによる低ボイド性能を組み合わせることで、既存の実装プロセス(リフロー温度プロファイル等)を一切変更することなく、次世代パワーエレクトロニクスパッケージングにおける最高到達点の信頼性をドロップイン・リプレイスメントとして実現できるのである。
北米の防衛・車載向けEMSにおける標準化動向とROI(投資利益率)の最大化
北米のEMS産業は、高付加価値かつ「フェイルセーフ(絶対的な故障回避)」が要求される軍事・防衛(Mil-Aero)および自動車(車載エレクトロニクス)分野において世界を牽引している。
これらのミッションクリティカルな市場では、MIL-STD-883(マイクロエレクトロニクスデバイスの試験基準)、IPC-A-610 Class 3(高性能電子機器のアセンブリ基準)、IATF 16949(自動車産業向け品質マネジメントシステム)といった極めて厳格な産業標準や規制が適用され、実装品質に対する妥協は一切許されない。
プロセスステップの排除(Process Step Elimination)による劇的なROI
北米の主要EMS企業が、従来のペースト単独実装やベア・プリフォームとディスペンサーの組み合わせから、テープ&リール供給の「フラックスコーティング・プリフォーム」へと急速に移行している最大の理由は、圧倒的な投資利益率(ROI)と製造効率の大幅な向上にある。
- ディスペンサー設備と洗浄工程の排除による資本的支出(CAPEX)の削減: フラックスディスペンサー機の新規購入コスト、定期的なメンテナンス費用、およびプログラム設定時間が完全に不要となる。さらに、フラックスコーティング技術の多くは残渣が極めて少ないノー・クリーン(無洗浄)仕様であるため、高価な溶剤洗浄装置の運用コストや廃液処理にかかる環境対策費用も削減できる。これにより、製造フロアのフットプリントが大幅に最適化される。
- ウェーブソルダリングの撤廃(Pin-in-Paste工法): 混載基板において、スルーホール部品への十分なはんだ充填をプリフォームで補強することにより、長大なウェーブソルダリング(フロー槽)工程を完全に省略できる。これにより、熱に弱い周辺の表面実装部品(SMD)への不要な熱衝撃を防ぐとともに、局所的はんだ付け用の高価なマスキングパレットの作成費用や、鉛フリーはんだドロスの廃棄コストを根本から削減する。
- 歩留まり(Yield)の向上と検査ボトルネックの解消: AccuFluxやLV1000などのコーティング技術により、ボイド率が1%未満に安定化することで、リフロー後のX線自動検査装置(AXI)におけるフェイル率が激減する。熱放散不良によるフィールドでの製品回収(リコール)リスクが最小化されることは、人命に関わる防衛・車載機器において計り知れない経済的・ブランド的価値を持つ。テープ&リールによる高速実装は、オペレーターの熟練度に依存しない一定の品質を担保するため、First Pass Yield(初回合格率)を飛躍的に押し上げる。
| 製造コスト・プロセス比較項目 | 従来プロセス(ペースト印刷 + ディスペンサー塗布) | 最新プロセス(テープ&リール・フラックスコーティング・プリフォーム) | EMSにもたらされる経済的・品質的効果 |
| フラックス供給と設備 | 別途ディスペンサー設備による後塗り | プリフォーム表面への均一コーティング(重量比1-3%) | 設備投資(CAPEX)の削減、ライン長の短縮、メンテナンスの排除 |
| 部品搭載・ハンドリング | バルク配置、専用治具、または別ラインでの実装 | 標準チップマウンターによる高速テープ&リール実装 | スループットの大幅向上(最大20,000 CPH)、熟練工依存からの脱却 |
| 接合部のボイド率(気泡) | ペースト単体で10%〜40%以上となるケースが散見 | 面積比1%未満(排気パスの物理的確保と低ガスフラックスの相乗効果) | 熱伝導率の最大化、高出力時のホットスポット抑制、長寿命化の保証 |
| 残渣処理と洗浄要否 | 過剰なフラックス塗布による洗浄工程の必須化の傾向 | ノー・クリーン(No-Clean)対応の極微量残渣 | 洗浄設備・洗浄液・廃液処理にかかる莫大なランニングコストの削減 |
このようなプロセス全体の総所有コスト(Cost of Ownership)を精緻に分析した場合、フラックスコーティング・プリフォーム材料自体の単価は標準的なはんだペーストよりも高価であるものの、歩留まりの大幅な向上、検査および手直しの手間削減、大規模な設備投資の抑制、およびフィールドでの信頼性保証の観点から、トータルでの基板一枚あたりの製造コストは大幅に低減されるという結論に至る。
特に北米市場においては、近年の地政学的リスクを背景としたリショアリング(製造業の国内回帰)の強力な推進に伴い、高い人件費を相殺するための製造ラインの完全自動化と省人化が急務となっている。
熟練した手作業に一切依存せず、最先端のチップマウンターで完結するテープ&リール・フラックスコーティング技術は、防衛および車載サプライチェーンにおいて戦略的な競争優位性を確立するための必須技術(イネーブラー)として位置づけられているのである。
結論と将来展望
テープ&リールで供給される「フラックスコーティング・プリフォームはんだ」は、単なる実装材料の形状変更や派生品といった枠組みを超え、パワーエレクトロニクスにおける表面実装工程(SMT)全体を根本から再構築・最適化する革新的なアセンブリ・ソリューションである。
従来のスクリーン印刷におけるはんだペーストの体積収縮と充填限界に起因する「はんだ量不足(Solder Starvation)」という物理的課題に対し、体積収縮ゼロの100%金属合金であるプリフォームをハイブリッドで配置するSolder Fortification技術は、大電流を扱うパワー半導体や極厚銅箔基板が持つ本来のポテンシャルを最大限に引き出すための確実な手法を提供する。
さらに、業界の最前線で導入されている極めて精密に制御された1%〜3%のフラックスコーティング技術(Indium社のLV1000やLV2K、MacDermid Alpha社のAccuFluxなど)は、別途のフラックス塗布設備を製造ラインから完全に排除し、プロセスステップを劇的に削減する。
これと同時に、アウトガス経路の強制的確保と最適化された活性タイミングの相乗効果により、QFNやIGBT等のサーマルパッドにおける致命的なボイド発生率を面積比1%未満へと極限まで抑制する。
北米の防衛・航空宇宙および高水準な車載市場向けEMS企業が、MIL-STD-883等の厳格な基準を満たすためにこの技術を標準化プロセスとして急速に採用している事実は、その絶対的な高い信頼性と、工程削減・歩留まり向上による強固なROI(投資利益率)を如実に証明している。
今後、電気自動車(EV)のさらなる普及や、高密度な5G/6G通信インフラストラクチャの継続的な拡大に伴い、SiC(炭化ケイ素)やGaN(窒化ガリウム)といった次世代ワイドバンドギャップ半導体の実装が主流となる。
これらのデバイスの小型化と高出力化により、アセンブリレベルでの発熱密度の管理と熱機械的応力への耐性は、過去に類を見ないほどシビアな要件となる。
ボンドラインの均一性をミクロン単位で保つInFORMSのような構造強化マトリックス技術と、ディスペンサーレスで1%未満のボイドを保証する最新のフラックスコーティング技術の融合は、次世代のミッションクリティカルなパワーエレクトロニクスパッケージングにおける熱管理と機械的信頼性の核心を担い、世界的なEMS業界のデファクトスタンダードとして更なる普及と進化を遂げることが強く推察される。
引用ソース
- Heavy Copper PCB: Complete Guide to Applications, Benefits & Design – RayPCB,https://www.raypcb.com/what-is-heavy-copper-pcb/
- Solder Preforms | Products made by Indium Corporation, https://www.indium.com/products/solder-preforms/
- smart Factory Solutions – smartTec GmbH, https://smarttec.de/wp-content/uploads/2025/04/smarttec-product-catalogue.pdf
- Large PCB board design and manufacturing: Challenges, materials and applications of industrial size PCB technology – TSTRONIC, https://tstronic.eu/en/large-pcb-board-design-and-manufacturing-challenges-materials-and-applications-of-industrial-size-pcb-technology/
- DCM™ – Powers Electric Vehicles, http://www.bodospower.com/restricted/downloads/bp_2018_10.pdf
- Process Step Elimination: Driven by Cost and Efficiency, Enabled by Process and Materials Innovation – I-Connect007, https://iconnect007.com/article/105717/process-step-elimination-driven-by-cost-and-efficiency-enabled-by-process-and-materials-innovation/105720/smt
- Printed Circuit Board Assembly Services | Technical specification – Hemeixin PCB, https://www.hemeixinpcb.com/pcb-assembly.html
- Solder preform | Soldering Materials | Products | Senju Metal Industry Co., Ltd., https://www.senju.com/en/products/soldering_materials/solder_preform/
- Metal Thermal Interface Materials, https://www.tomo-e.co.jp/upload/cProductsJA/25QU109-cProductsJA_content-001.pdf
- Applications of Solder Preforms to Improve Reliability, https://imapsource.org/api/v1/articles/56702-applications-of-solder-preforms-to-improve-reliability.pdf
- Indium | PDF | Solder | Printed Circuit Board – Scribd, https://www.scribd.com/document/341753618/Indium
- Flux-Coated Preforms | Solder Preforms | Solders | Indium Corporationhttps://www.indium.com/products/solder-preforms/flux-coated-preforms/
- What are solder preforms? – Indium Corporation, https://www.indium.com/blog/what-are-solder-preforms/
- MECHANICAL ENGINEERING DESIGN – Alexis Press, https://alexispress.us/wp-content/uploads/2022/07/Mechanical-Engineering-Design.pdf
- Modular IGBT Stacks Automotive Lighting Effective Load Resistance Li-Ion Battery Charging – Bodo’s Power Systems, http://www.bodospower.com/restricted/downloads/bp_2006_10.pdf
- Official Catalogue – PCIM Asia https://pcimasia-shenzhen.cn.messefrankfurt.com/content/dam/messefrankfurt-redaktion/pcim_asia/download/PCIMAsiaShanghai2025Catalogue.pdf
- SMT Magazine, August 2017, https://www.magazines007.com/pdf/SMT-Aug2017.pdf
- Novel Approach to Void Reduction Using Microflux Coated Solder …, https://www.electronics.org/system/files/technical_resource/E41%26S03_02%20-%20Anna%20Lifton.pdf
- ALPHA Solder Preforms for PCB Assembly, https://www.macdermidalpha.com/sites/default/files/2025-01/ALPHA-Solder-Preform-Print-A4-EN-02Mar22-BR.pdf?utm_source=event-page&utm_medium=website&utm_campaign=source-india-2025&utm_content=solder-preform-print-brochure
- Chip Scale Review May • June • 2021 [ChipScaleReview.com], https://chipscalereview.com/wp-content/uploads/2021/02/ChipScale_May-Jun_2021-digital.pdf
- THE VERSATILE PREFORM – Circuit Insight, https://www.circuitinsight.com/pdf/Versatile_Preform_smta.pdf
- What are solder preforms? – ConRo, https://www.conro.com/Blog/What-are-solder-preforms/
- The Versatile Solder Preform (VIDEO) – Indium Corporation, https://www.indium.com/blog/the-versatile-solder-preform-video/
- Tape and Reel | Soldering Materials | CAPLINQ Corporation, https://www.caplinq.com/tape-and-reel.html
- Solder Preforms – Hisco, https://www.hisco.com/Catalog/Soldering-Rework/Solder/Solder-Preforms
- ALPHA AccuFlux Preforms Solder Preforms Technical Data Sheet https://www.macdermidalpha.com/sites/default/files/2025-05/ALPHA-AccuFlux-SPR-TDS-GL-EN-06May2025.pdf
- Specifying Solder Preforms – Packaging – Indium Corporation, 、 https://www.indium.com/blog/specifying-solder-preforms-packaging/
- Chemical Vapor Deposition in Semiconductors | PDF – Scribd, https://www.scribd.com/document/292081588/Semiconductor-Manufacturing
- Lucas Milhaupt® – the book, https://lucasmilhaupt.com/Lucas/Product-Brochures/BrazingBookComplete.pdf
- Ipc CH 65B (L) | PDF | Solder – Scribd,https://www.scribd.com/document/686088165/IPC-CH-65B-L
- Selection of wave soldering fluxes for lead-free assembly – Global Electronics Association, https://www.electronics.org/system/files/technical_resource/E29%26S01-2.pdf
- Electronics in Motion and Conversion September 2017 – Bodo’s Power Systems, http://www.bodospower.com/restricted/downloads/bp_2017_09.pdf
- THERMO-MECHANICAL RELIABILITY OF SOLDER JOINTS IN IGBT POWER MODULE SUNDAY EBERECHUKWU NEBO DOCTOR OF PHILOSOPHY 2025 – Teesside University’s Research Portal https://research.tees.ac.uk/ws/portalfiles/portal/98842572/Nebo_PhD_Thesis.pdf
- NPL Report MAT 64 High temperatures solder replacement to meet RoHShttps://eprintspublications.npl.co.uk/6200/1/MAT64.pdf
- Case Study: Reducing Power Module Failures on Large Substrates – Palomar Technologies, https://www.palomartechnologies.com/blog/case-study-reducing-power-module-failures-on-large-substrates
- Overcoming Assembly Challenges with Bottom Termination Components | 2017-10-03 | Microwave Journal https://www.microwavejournal.com/articles/29159-overcoming-assembly-challenges-with-bottom-termination-components
- Official Catalogue 参展商名录 – PCIM Asia https://pcimasia-shenzhen.cn.messefrankfurt.com/content/dam/messefrankfurt-redaktion/pcim_asia/download/PCIMAsia2024exhibitorcatalogue%E4%BC%9A%E5%88%8A.pdf
- contents – Chip Scale Review, https://www.chipscalereview.com/issues/ChipScale_Jul-Aug_2020-Digital.pdf
- LV1000 – Indium Corporation https://www.indium.com/wp-content/uploads/2025/03/LV1000-Flux-Coating-PDS-98890-A4-R3-1.pdf
- Indium Corporation is Electrifying the Future with Advanced Materials Solutions at Productronica | indiumcorporation, https://www.indium.com/press-releases/indium-corporation-is-electrifying-the-future-with-advanced-materials-solutions-at-productronica/
- Digital Issue – Circuits Assembly, http://circuitsassembly.com/cms/images/stories/pdf/0605/0605ca_digital.pdf
- Automotive Electronics: The Driving Force – Magazines, https://www.magazines007.com/pdf/SMT-Apr2018.pdf
- IPC – Safety & Compliance Forum – PSMA, https://www.psma.com/technical-forums/safety/database?agency=793
- Die Attach Adhesives: Industry Standards & Regulations | ConRo Blog https://www.conro.com/Blog/Die-Attach-Adhesives-%E2%80%93-Industry-Standards-and-Regulations/
- ALPHA® Telecore Plus Cored Wire, https://www.macdermidalpha.com/products/circuit-board-assembly/through-hole-assembly/cored-solder-wire/alpha-telecore-plus-cored-wire
- SMT Magazine, July 2013 https://www.magazines007.com/pdf/SMT-July2013.pdf
- Lead Free Solder Spheres Market Size, Growth, Forecast Till 2032 – Report Prime, https://www.reportprime.com/lead-free-solder-spheres-r3347
- April 2020 – Microwaves & RF, https://img.mwrf.com/files/base/ebm/mwrf/document/2020/06/MWRF_April.5eda9c7898d74.pdf?dl=MWRF_April.5eda9c7898d74.pdf
SMIC SOLDERING MATERIALS CATALOG,https://www.senju.com/en/download/pdf/2025_soldering_materials_catalogue.pdf




